


Mastering injection molding surface finishes is very imperative because it affects the tactile feel and visual quality of the finished product. 사출 성형 refers to the manufacturing process that involves pouring molten plastic components into a mold, cooling, and solidifying them to produce molded objects. People mainly use it in the mass production of identical items. The method is efficient and reliable in producing parts that have complicated shapes and sizes. It is largely used in plastic processing industries.

Moreover, it’s a very versatile process, since it supports a variety of materials and finishes, which makes it most suitable for most industries with completely different goals and requirements. This form of the manufacturing process can be traced back to the 19th century but remains the most suitable form of producing complex parts while being economical.
Injection molding surface finishes describe a certain level of textures, roughness, or patterns that are applied to a mold’s surface. These include various design patterns in addition to surface roughness. As opposed to other machining procedures, a plastic injection molding surface finish is obtained in the process of injection molding rather than as a subsequent step after the mold has been made.
그리고 SPI, an acronym for the Society of Plastics Industry, focuses on the texture of a plastic item manufactured through injection molding as characterized by SPI surface finish. It’s a widely recognized system used to determine the aesthetic quality of plastic surfaces.
VDI stands for Verein Deutscher Ingenieure (Society of German Engineers). A VDI surface finish is a particular standard for the surface texture that is mainly utilized in mold construction. The VDI standard’s primary focus is the surface roughness “ROUGH” whereas the SPI finish generally used for mold polish pays attention to “SMOOTH”. Despite being designed for distinct surface treatments; they give some similar finishes due to differences in grade.

Understanding Injection Molding Surface Finishes Standards
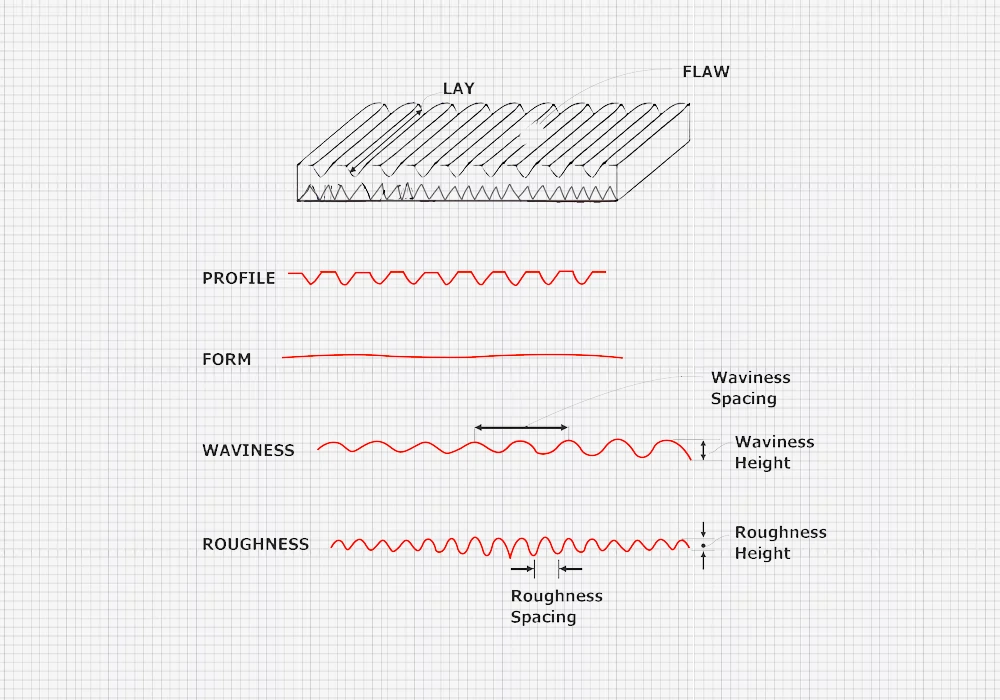
As a key component in the engineering and manufacturing process, injection molding surface finishes have a significant impact on both appearance and functionality. A product’s performance, user experience, robustness, and quality can be enhanced by surface finishing. Surface finish can be characterized in three distinct ways: roughness, lay, and waviness.
Surface roughness– the small irregularities found in the surface geometry making the surface feel abrasive and granular. They can be so tiny making the surface appear mirror-like or bigger and more organized like sand. Roughness affects the textures and appearance of the finished product.
Lay defines the machining elements that occur from the direction in which the tool or machine moves to create a surface. It can be perpendicular, parallel, crosshatched, radial, multidirectional, parallel, or isotropic and is typically created upon the course of production.
Waviness is a word used to describe the more significant, macroscopic difference in a surface that corresponds to its flatness. These imperfections are larger than the roughness length but are small, regular, and short enough to be regarded as flatness faults. Occurs as a result of machining errors from deflection or chatter as well as wrapping from heating and cooling.
Clear and coherent communication between industries is facilitated by the existence of international standards for characterizing and assessing surface finish quality. Standards formed by reputable organizations the American Society for Testing and Materials (ASTM), the International Organization for Standardization (ISO)및 the German Institute for Standardization (DIN) aid in the establishment of a shared understanding of product surface finish across producers, consumers and prospective inspectors. Compliance with relevant standards is important in establishing the appropriate surface finish for plastic products that you require.
The Importance of Surface Finish in Injection Molding.
Surface finish plays an important role in determining the product’s durability, performance, and overall appearance. For all new products to meet both practical and aesthetic standards, a defined surface finish is a prerequisite. Surface finish, which is sometimes overlooked as an irrelevant detail, plays an integral role in a product’s overall success when done correctly. Conversely, poor finishing may damage the value of a product and result in discontented consumers and possibly reduced market share.
The majority of injection molds are formed from steel and aluminum using EDM and CNC equipment. Tool marks and surface irregularities left by the employed end mills can be shifted from the mold cavity to the manufactured item. To get rid of these surface flaws, the mold’s two parts are sanded and polished. While many finishing techniques are employed, SPI mold polishing is the industry standard. Standard polished finishes come in nine distinct forms, and each type is typically applied by hand by highly qualified experts. Enhancing the cavity finish aids in satisfying application-specific requirements while also improving the part finish.
Reasons Why Surface Finish Is Important
Surface finish is very important for the following reasons:
- Wear resistance and durability- surface treatments make the product tolerate adverse environments, fend against wear, and last longer.
- Coatings Adhesion: The surface roughness might affect how effectively paint or coatings adhere to the object you’re applying them on.
- Reduced friction and heat generation-surface treatment aids in lowering friction which minimizes heat production thus boosting its efficiency.
- Light reflection and scattering control-especially in products used in optical applications, surface finishing has a significant impact on how light is dispersed and deflected.
- Enhances conductivity and adds surface electrical conductions.
- Reduced noise: A smoother surface finish is quieter than rough ones which emits more vibrations and louder noises.
- Aesthetic Appeal: a well-finished surface has a big impact on how you feel about a product.
- Functional Performance: surface smoothness is critical for efficient sealing, which is essential for containment and fluid management like in applications on such products as gaskets and O-rings.

Comprehensive Guide to Injection Molding Surface Finishes: SPI and VDI
Most molded parts from the injection molding process have surface finishes. Therefore, they may not require any kind of post-processing treatment. However, this may change due to various reasons like preferences or requirements. For this reason, some surface finish options are considered to meet the needs of the production. Early consideration of surface finish is crucial because it influences the materials selection, the draft angle, and the production cost. This guide provides a comprehensive overview of SPI and VDI surface finishes.
SPI Surface Finish: Grades, Applications, and Considerations
SPI surface finish referred to as (The Society of the Plastics Industry) determines the plastics’ aesthetic quality worldwide. Consists of 12 grades of finishes ranging from shinning to dull in 4 categories A, B, C, and D. There is a surface roughness average (RA) and finishing procedure for every alphanumeric SPI surface finish standard.
Dry blasting, grit paper, stone abrasive, and certain kinds of diamond abrasive are used in finishing techniques. Under a range of values, RA is expressed in micrometers (µm). Injection molds that do not require one of these surface treatments can have an as-machined finish with a typical surface roughness of 3.20 RA and machining markings provided by the SPI standard.
The requirements for particular grades differ and the amount of deviation from perfection permitted also varies. For instance, a lower number allows less deviation and a higher number permits more. According to the PIA (Plastics Industry Association), the four major classifications of the surface grade ranges from A1 (gross) to D3 (rough texture). The categorization into further three levels is what amounts to 12 types of SPI surface finish treatment.
Glossy Class A
Represents polished surfaces for high gross which is most preferred for objects that need to look smooth or mirror-like are visually pleasing parts and are most expensive. They leave plastic items with a high gloss or transparent finish; transparent finishes are used on clear plastic grades while the glossy finish is for opaque grades of plastic. For all three SPI A-levels, a diamond buffing paste and a rotary tool are needed for thorough mold polishing. Are used on optical parts like; visors, mirrors and lenses, and clear packaging.
| SPI Standard | 설명 | 마무리 방법 | Surface Roughness Ra (μm) |
| A-1 | High Glossy / Optically Transparent | Grade #3, 6000 Grit Diamond Buff | 0.012 to 0.025 |
| A-2 | High Glossy / Transparent | Grade #6, 3000 Grit Diamond Buff | 0.025 to 0.05 |
| A-3 | High Glossy / Transparent | Grade #15, 1200 Grit Diamond Buff | 0.05 to 0.10 |
Semi-glossy Class B
Brushed surfaces for fine textures and semi-gloss making them perfect for good visual appearance and erasing tool markings from molds. These SPI finishes are middle-level polishing. Surface finishing involves sanding surfaces back and forth and is accomplished with file tools of varying sizes. This sanding motion makes more lines visible in comparison to the SPI A-level finishes. Often appears in sections of the products that aren’t particularly significant or aesthetically pleasing such as appliance panels.
| SPI Standard | 설명 | 마무리 방법 | Surface Roughness Ra (μm) |
| B-1 | Semi-Glossy – Fine | 600 Grit Paper | 0.05 to 0.10 |
| B-2 | Semi-Glossy – Medium | 400 Grit Paper | 0.10 to 0.15 |
| B-3 | Semi-Glossy – Coarse | 320 Grit Paper | 0.28 to 0.32 |
Matte Class C
Similar to class B but coarser, used for products that require a medium level of roughness to hide product defects and improve grip. A particular grit of sanding stone tool is utilized for every C-level SPI finish. Are the most economical and popular surface finish. Ideal for consumer electronics, household goods, and automotive interiors
| SPI Standard | 설명 | 마무리 방법 | Surface Roughness Ra (μm) |
| C-1 | Matte finish – Fine | 600 Grit Stone | 0.35 to 0.40 |
| C-2 | Matte finish – Medium | 400 Grit Stone | 0.45 to 0.55 |
| C-3 | Matte finish – Coarse | 320 Grit Stone | 0.63 to 0.70 |
Textured Class D
Roughest surfaces usually entail surfaces with sand texture for the products which need to have a certain visual impact and tactile sensation. Fine stone powder is used to smooth these rough finishes before they are randomly dry blasted with glass beads or aluminum oxide, producing a smooth, non-directional surface finish. These textured surface treatments are applied to thermoset industrial components and are appropriate for items like consumer product handles that have a satin or dull textured finish that improves grip. For this purpose, it is extensively used in consumer products, industrial parts, and automotive components.
| SPI Standard | 설명 | 마무리 방법 | Surface Roughness Ra (μm) |
| D-1 | Light Texture | Dry Blast Glass Bead #11 | 0.80 to 1.00 |
| D-2 | Medium Texture | Dry Blast #240 Oxide | 1.00 to 2.80 |
| D-3 | Heavy Texture | Dry Blast #24 Oxide | 3.20 to 18.0 |
SPI places more emphasis on the level of polish than the pattern designs. The outcome of SPI mold finishes varies based on the type of material used in injection molded components. This significantly impacts the grade of SPI achievable. Parts design which includes sharp corners, complex geometries, and 언더컷 assists the manufacturers choose the appropriate surface treatments based on products need. Parameters involved in the molding process for instance cooling rate, temperature, and injection pressure have an impact on the smoothness of a surface.
VDI Injection molding surface finish Texture, Benefits, and Applications.
VDI 3400 또는 VDI 3400 Reference the standard set by( Verein Deutscher Ingenieure), the Society of German Engineers. The standard contains 45 texture gradations. Initially, Electrical Discharge Machining (EDM) is used to treat the 3400 textures intended to create plastic molds. Thus, sometimes it’s referred to as EDM textures. The modifications of the electrical adjustment yielded the roughness of the EDM process. Given the extent of the texturing areas, the texture surface quality in this instance could not be as uniform or harsh as one might anticipate. Lately, chemical etching has been used by mold producers to achieve VDI 3400 textures following mold polishing to get uniform texture surfaces. However, traditional texturing methods like grit, stone, and sandpaper could also be used to achieve it.
The 45 grades from #0 to #45 are covered under the entire VDI 3400 standard
| VDI 3400 | RA /ΜM | RA /ΜIN | N3-N10 | ISO1302 /RT ΜM | RMS |
| 0 | 0.10 | 4.00 | N3 | 4.90 | |
| 1 | 0.112 | 4.48 | 5.50 | ||
| 2 | 0.126 | 5.04 | 5.90 | ||
| 3 | 0.14 | 5.60 | 6.90 | ||
| 4 | 0.16 | 6.40 | 7.90 | ||
| 5 | 0.18 | 7.20 | N4 | 8.90 | |
| 6 | 0.20 | 8.00 | 9.90 | ||
| 7 | 0.22 | 8.80 | 10.80 | ||
| 8 | 0.25 | 10.00 | 12.30 | ||
| 9 | 0.29 | 11.20 | 13.80 | ||
| 10 | 0.32 | 12.80 | 15.80 | ||
| 11 | 0.35 | 14.00 | N5 | 17.20 | |
| 12 | 0.40 | 16.00 | 1.6 | 19.50 | |
| 13 | 0.45 | 18.00 | 22.00 | ||
| 14 | 0.50 | 20.00 | 24.50 | ||
| 15 | 0.56 | 22.40 | 3.2 | 27.00 | |
| 16 | 0.63 | 25.20 | 31.30 | ||
| 17 | 0.70 | 28.00 | 35.20 | ||
| 18 | 0.80 | 32.00 | N6 | 5.0 | 39.00 |
| 19 | 0.90 | 36.00 | 44.40 | ||
| 20 | 1.00 | 40.00 | 49.30 | ||
| 21 | 1.12 | 44.80 | 54.60 | ||
| 22 | 1.26 | 50.40 | 62.40 | ||
| 23 | 1.40 | 56.00 | 70.30 | ||
| 24 | 1.60 | 64.00 | 12 | 78.00 | |
| 25 | 1.80 | 72.00 | N7 | 88.20 | |
| 26 | 2.00 | 80.00 | 98.90 | ||
| 27 | 2.20 | 88.00 | 16 | 109.20 | |
| 28 | 2.50 | 100.00 | 123.90 | ||
| 29 | 2.80 | 112.00 | 138.50 | ||
| 30 | 3.20 | 128.00 | N8 | 20 | 153.70 |
| 31 | 3.50 | 140.00 | 175.50 | ||
| 32 | 4.00 | 160.00 | 197.50 | ||
| 33 | 4.50 | 180.00 | 25 | 218.80 | |
| 34 | 5.00 | 200.00 | 248.60 | ||
| 35 | 5.60 | 224.00 | 277.90 | ||
| 36 | 6.30 | 252.00 | N9 | 37 | 306.20 |
| 37 | 7.00 | 280.00 | |||
| 38 | 8.00 | 320.00 | |||
| 39 | 9.00 | 360.00 | 46 | ||
| 40 | 10.00 | 400.00 | |||
| 41 | 11.20 | 448.00 | |||
| 42 | 12.60 | 504.00 | N10 | 60 | |
| 43 | 14.00 | 560.00 | |||
| 44 | 16.00 | 640.00 | |||
| 45 | 18.00 | 720.00 | 85 |
Significantly, VDI 3400 is a more economical and effective method for huge components and expansive textural regions, such as vacuum cleaners, calculators, and other similar items.

Achieving Optimal Surface Finish: A Deep Dive into SPI and VDI
The surface finish of an injection molded part is a critical factor. This impacts the product’s functionality, appeal, and overall quality. It is important to understand the function of the finish before commencing your search for prospects for surface finishes. It is advisable to ascertain the type of mold required for the production volume and the material the mold will be composed of. This should be done before selecting the preferred surface finish. The SPI and VDI standards offer recommendations for attaining surface finishes that are reliable and more importantly consistent.
- Product finishing requirements: determine the precise surface finish of your product. VDI scale offers better possibilities if a roughness level is desired while SPI may be more helpful if more finishing is essential.
- Intended use: for instance, industrial components may benefit from higher VDI numbers texture whereas if its consumer electronics high gloss SPI A-class.
- Time and Cost: SPI finishes, the more polishing required, the more cost is and time-consuming as compared to VDI surface finishes.
- Material and mold design: For example, steel produces better finishes than aluminum, and surface quality can be affected by the injection molding plastic selection. Other important considerations include the presence of additives and the melting temperature.
- Treatment parameters reduce flaws and raise the product’s visual appeal, it’s essential to strike the correct balance across these factors.
Draft angle –is the amount of taper for molded or cast pieces’ perpendicular to the parting line. Injection molding designs typically require draft angles but some soft materials like nylon are exceptional. Every design process should consider drafts from the beginning because it’s an integral part of design for manufacturing.
Why is draft angle important?
- Minimizes wear and tear and the possibility of mold damage, by reducing friction causing the damage of a part upon release.
- Minimizes the time taken for cooling by eliminating the necessity for unusual ejection preparations.
- Guarantees smooth uniformity in the finished part.
- Preserves the integrity and consistency of other surface textures and finishes.
- These advantages, if not all, provide direct or indirect reductions in manufacturing costs.
Comparison between SPI and VDI finishes.
| SPI Surface Finishes. | VDI Surface Finishes. |
| Emphasis on appearance. | Prioritizes functionality leveraging on Texture. |
| Uses Numerical and alphabetical scales (A1-D3). | Uses Numeric scale (VDI 0-45). |
| Polishing and buffing to get the optimal Surface Finishes. | EDM or texturing techniques to achieve specific surface patterns. |
| Delivers a wide spectrum of finishes, ranging from extremely smooth to quite rough. | Emphasizes the process of achieving the finish far more than just the roughness degree. |
| Commonly used in the United States | Predominantly used in Europe |
Advantages and Limitations of SPI and VDI Surface Finishes
Advantages of SPI surface finishes
- Produce a predictable wide range of parts in terms of dimensions, overall performance, and surface finish. (This is crucial because it saves time, decreases failure rates, and offers outstanding value to customers.)
- Ideal for applications requiring a glossy/shiny surface
- Excellent for visually appealing products.
Limitations of SPI surface finishes
- Can be expensive- achieving a high level of surface finish takes a substantial amount of time, effort, and tooling.
- Susceptible to wear and scratches-high gloss surfaces are subject to noticeable wear and scratches as compared to textured finishes.
Advantages of VDI surface finishes
- Enhanced functionality for grip and paint adhesion preventing and minimizing chipping and peeling.
- Able to hide tiny defects-small inconsistencies and imperfections that may arise during the production process may be easily concealed by the textured surfaces.
- Cost- effective-VDI finishing requires less tooling and processing resulting in lower cost of production.
Limitations of VDI surface finishes
- Less refined appearance compared to SPI coatings VDI finishes are less reflective and polished appearing more textured and matte.
- Limited variety of texture options available as compared to SPI finishes.


















