


في مقالنا الأخير حول التصميم من أجل التصنيع (DFM) في قوالب الحقن، استكشفنا الدور المهم سوق دبي المالي بين قالب الحقن أو مصنع التشكيل والعميل. كتطور طبيعي، نتطرق الآن إلى أداة قوية أخرى في ترسانة مصممي القوالب: تحليل تدفق القالب. تحليل تدفق القالب هو تقنية محاكاة متقدمة تكمل مبادئ سوق دبي المالي وتمكن المصممين من اكتساب رؤى لا تقدر بثمن حول سلوك البلاستيك المصهور أثناء عملية التشكيل بالحقن.
ما هو تحليل تدفق العفن؟
تحليل تدفق القوالب هو عملية تستخدم برنامج CAE (مثل Moldflow وC-Mold وZ-Mold وغيرها) لإجراء محاكاة للعناصر المحدودة للحقن, الضغط المستمروعمليات التبريد والتبريد والالتواء للأجزاء البلاستيكية.
يمكن لتحليل تدفق القالب أن يتنبأ بفعالية بالمشاكل التي قد تواجه القوالب في الإنتاج الفعلي، مثل الملء غير الكافي وخطوط اللحام وتشوه الالتواء، وبالتالي تحسين مرحلة تصميم القالب لتجنب مشاكل الإنتاج. بالإضافة إلى ذلك، يمكن أن يوفر تحليل تدفق القالب أيضًا أساسًا نظريًا لتحسين تصميم القالب وتحسين عمليات الإنتاج.
العلاقة بين تحليل تدفق القالب وسوق دبي المالي
سوق دبي المالي (التصميم من أجل التصنيع) هو نهج تصميمي يركز على التصنيع، ويتطلب النظر في جدوى وفعالية تكلفة التصنيع في المراحل المبكرة من تصميم المنتج. ويغطي سوق دبي المالي عملية تطوير المنتج بالكامل، بما في ذلك التصميم النظري والتصميم التفصيلي وتخطيط العمليات ومراحل التصنيع الإنتاجي.
في تصنيع المنتجات البلاستيكية (بما في ذلك صناعة السيارات والفضاء والطب والمعدات والسلع الاستهلاكية والإلكترونيات والعناية الشخصية ومعظم الصناعات الأخرى)، يعد تطبيق سوق دبي المالي في تصميم القوالب أمرًا بالغ الأهمية أيضًا. من خلال سوق دبي المالي، يمكن للمصممين تقييم تصميمات المنتجات وتحسينها لتسهيل تصنيعها. ويشمل ذلك تقييم قابلية التصنيع، وتحديد طرق التصنيع المثلى، وتحسين تصاميم المنتجات لتقليل صعوبة التصنيع والتكلفة.
باختصار، يعد كل من تحليل تدفق القوالب وسوق دبي المالي أداتين مهمتين في تصميم القوالب وتصنيعها في صناعة السيارات. فهما يكملان بعضهما البعض ويمكنهما تحسين جودة القوالب وكفاءة إنتاجها بفعالية مع تقليل تكاليف الإنتاج.
العملية الأساسية لتحليل تدفق القالب
I. توليد الشبكات
تنسيقات الملفات المدعومة
Mold flow analysis software supports reading 3D file formats from mainstream CAD software, such as *.igs, *.stp, *.x_t, *.prt, *.jt, *.catpart, and other mesh formats produced by finite element software, such as *.stl, *.bdf, *.nas.
مراقبة جودة الشبكة
عند توليد الشبكات، من الضروري التحكم في جودة الشبكة لتلبية متطلبات التحليل.
ثانيًا. اختيار المواد
أنواع المواد
تتضمن معظم برامج تحليل تدفق القوالب آلاف المواد في قواعد بياناتها لاختيار المستخدم، بما في ذلك اللدائن الحرارية واللدائن المتصلدة بالحرارة والمعادن ووسائط التبريد، إلخ.
النماذج المادية
يعتمد تحليل تدفق القوالب على العلوم النظرية مثل ريولوجيا البوليمر، وانتقال الحرارة، وحركية التبلور، وميكانيكا المواد. نماذج خصائص المواد هي بيانات المدخلات الأساسية للتحليل.
بالنسبة لقولبة الحقن التقليدية، تتضمن نماذج المواد شائعة الاستخدام بشكل أساسي نماذج اللزوجة، ونماذج PVT، ونماذج حركية التبلور، وتعتبر عوامل مثل السعة الحرارية النوعية والتوصيل الحراري والخصائص الميكانيكية عوامل حاسمة تؤثر على النموذج.
ثالثاً. إعدادات العملية
في الوقت الحالي، تنقسم معظم برامج تحليل تدفق القوالب في معظم برامج تحليل تدفق القوالب إلى وضع CAE ووضع ماكينة القولبة بالحقن.
يُستخدم وضع CAE بشكل أساسي للتقييم الأولي دون النظر في تأثير ماكينة القولبة بالحقن. يُستخدم وضع ماكينة القولبة بالحقن بشكل أساسي للتحقق من الصحة لاحقًا، مما يسمح بضبط العملية وفقًا لطريقة الحقن الفعلية للماكينة.
1. إعدادات التعبئة
(1) وضع CAE
A. وقت التعبئة
قم بتعيين الوقت اللازم لملء المنتج، وأثناء التحليل، قم بتحويله إلى معدل تدفق كشرط أولي للحل. عند إنشاء عملية جديدة، يوصي Moldex3D تلقائيًا بوقت تعبئة مناسب بناءً على حجم المنتج ومواد التشكيل.
B. متعدد المراحل
إعداد معدل التدفق بالنسبة للمنتجات الكبيرة ذات الهياكل المعقدة والتدفقات الطويلة، غالبًا ما يتم استخدام القولبة بالحقن المجزأة لتحقيق سرعات تدفق أمامية موحدة.
C. إعداد الضغط متعدد المراحل
يشير الضغط إلى الضغط المطلوب للتغلب على مقاومة التدفق للذوبان، والذي يشير في القوالب الفعلية إلى الضغط الذي يمارسه برغي الحقن على الذوبان.
D. تبديل V/P التبديل
أثناء مرحلة ملء المنتج، عادةً ما يتم التحكم في تقدم مقدمة التدفق عن طريق سرعة الحقن. عندما يكون المنتج على وشك إكمال الملء (حجم 95% ~ 99%)، لمنع الملء الزائد والوميض بسبب ضغط الحقن الزائد، يجب تحويل التحكم من التحكم في السرعة إلى التحكم في الضغط.
(2) وضع ماكينة القولبة بالحقن (2)
A. إعداد معدل التدفق متعدد المراحل
يسمح وضع ماكينة القولبة بالحقن للمستخدمين بمحاكاة التحليل بمعلمات عملية الإنتاج الفعلية أو إخراج معلمات عملية مناسبة لقسم الإنتاج للإنتاج التجريبي.
B. إعداد الضغط متعدد المراحل
يشير ضغط ماكينة القولبة بالحقن إلى الضغط الذي يمارسه البرغي على المصهور، مما يوفر الطاقة اللازمة لتقدم المصهور.
C. تبديل V/P التبديل
تقوم معظم ماكينات القولبة بالحقن VP لماكينات الصب بالحقن بتعيين موضع التبديل للتبديل مباشرةً.
2. إعدادات التعبئة
الغرض من التعبئة هو تعويض كمية الذوبان في التجويف الذي لم يتم ملؤه بالكامل أثناء مرحلة الملء وكمية الانكماش بعد التعبئة. تتضمن إعدادات معلمات التعبئة عادةً منحنيات مجزأة لضغط التعبئة وزمن التعبئة.
3. إعدادات التبريد
(1) وقت التبريد
يعتمد وقت التبريد في قولبة الحقن بشكل أساسي على سُمك الجزء البلاستيكي ويرتبط أيضًا بعوامل مثل درجة حرارة الذوبان ودرجة حرارة القالب والتوصيل الحراري لصلب القالب.
فيما يلي الصيغ التجريبية الشائعة الاستخدام لتقدير زمن التبريد:
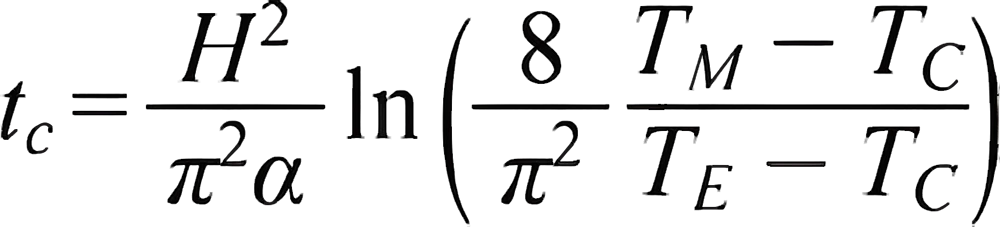
tc هو زمن التبريد، ويمثل الزمن اللازم لتبريد متوسط درجة الحرارة في اتجاه سمك الجزء البلاستيكي حتى يصل إلى درجة حرارة الطرد TE؛ TM هي درجة حرارة الصب الذائبة؛ Tc هي درجة حرارة القالب؛ H هي سمك الجزء البلاستيكي؛ α هي معامل الانتشار الحراري للبلاستيك.
(2) إعدادات سائل التبريد (2)
لإزالة الحرارة الناتجة عن كل طلقة من البلاستيك خلال وقت التبريد، من الضروري تقدير ما إذا كانت سائل التبريد معدل التدفق كافٍ لإكمال قدر معين من التبادل الحراري في وقت محدد. وفي الوقت نفسه، لتحقيق جودة أفضل لمظهر المنتج، من الضروري التحكم في التوزيع المنتظم لدرجات حرارة سطح القالب ضمن نطاق معين.
رابعًا. إعداد التقارير
نظرًا لأن تحليل تدفق القوالب يعتمد على التحليل العددي النظري، فإن معظم نتائج المخرجات عبارة عن قيم بيانات. ولتسهيل تفسير النتائج والتواصل بين الأقسام، يجب تقديم النتائج في تقرير PPT. يجب أن يغطي التقرير معلومات المنتج، ومعلومات الشبكة، ومعلومات المواد، ومعلومات العملية، وتفسير النتائج، وما إلى ذلك.
كيفية فهم تقرير تحليل تدفق القالب
والآن، سنقوم بمراجعة تقرير تحليل تدفق القالب لجزء من أجزاء السيارات، مما يوفر رؤى قيمة حول الجوانب الرئيسية التي يجب مراعاتها أثناء تحليل تدفق القالب. ستكون دراسة الحالة هذه بمثابة دليل عملي لفهم وتفسير تقارير تحليل تدفق القالب بشكل فعال.
يُرجى ملاحظة أن الصور في هذه الحالة قد تم تشكيلها بالفسيفساء لبعض الأغراض السرية
معلومات أساسية
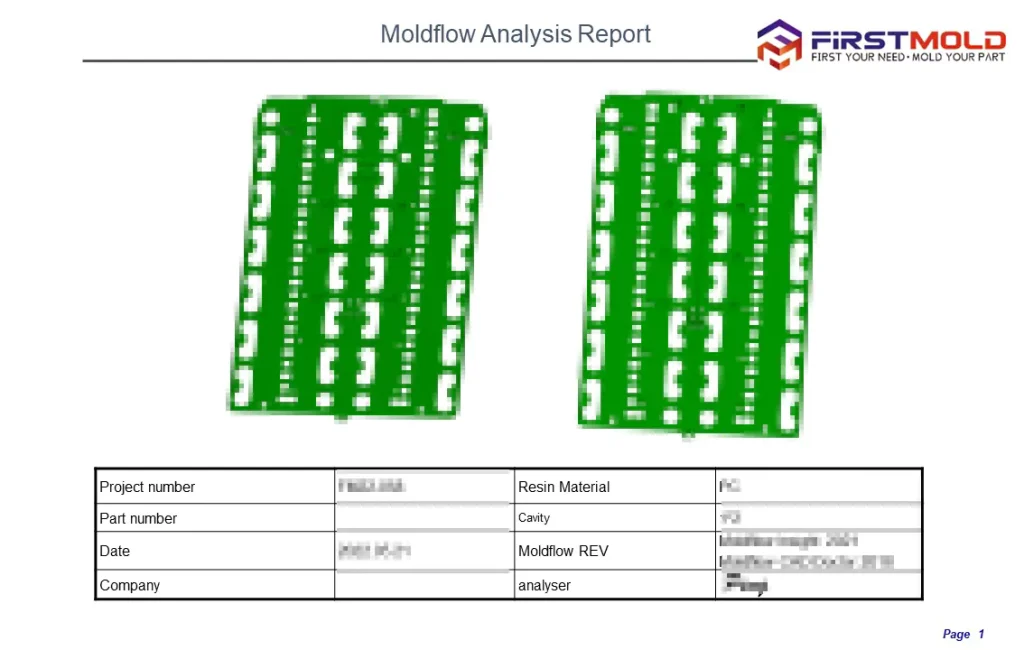
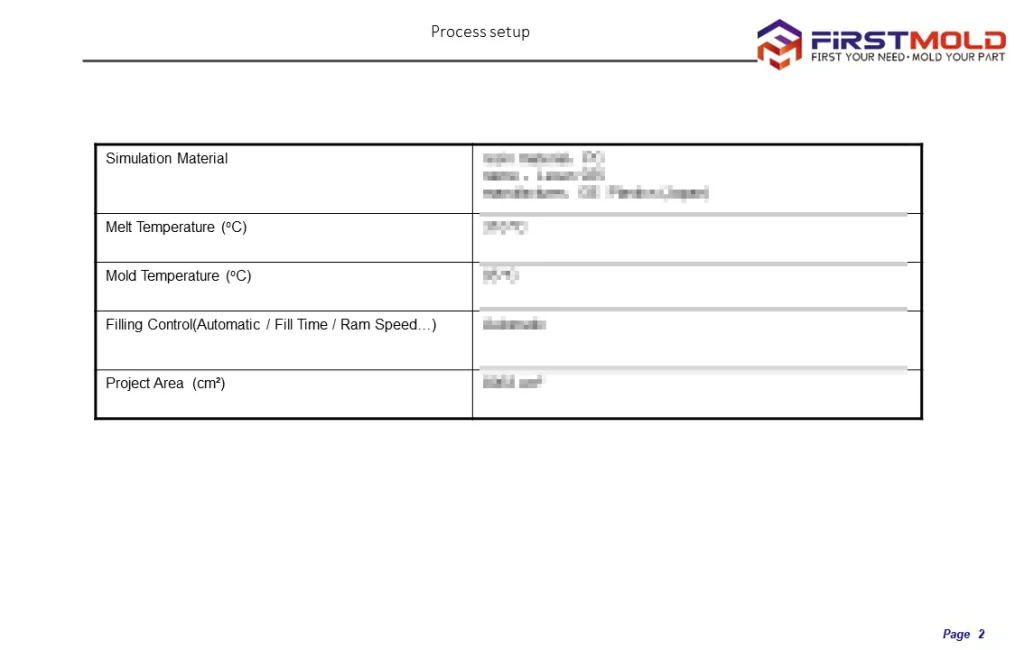
يبدأ تقرير تحليل تدفق القالب بتقديم المعلومات الأساسية الأساسية. ويتضمن ذلك تفاصيل مهمة مثل رقم المشروع ومادة الراتنج ورقم الجزء والتجويف والتاريخ والإصدار المحدد من برنامج تدفق القالب المستخدم (Mould Flow REV). وبالإضافة إلى ذلك، يتضمن التقرير اسم الشركة التي أجرت التحليل، والمحلل المسؤول عن الدراسة، وخصائص المواد المحاكاة، والمعلمات الرئيسية مثل درجة حرارة الذوبان، ودرجة حرارة القالب، وإعدادات التحكم في التعبئة.
تساعد منطقة المشروع، وهي معلومة أخرى بالغة الأهمية، في تحديد نطاق التحليل وتوفر سياقاً لتقييم النتائج. قد تشمل هذه المنطقة الجزء بأكمله أو تركز على مناطق محددة ذات أهمية، اعتمادًا على أهداف التحليل. من خلال تحديد منطقة المشروع بوضوح، يضمن تقرير تحليل تدفق القالب أن المحاكاة تمثل الظروف المقصودة بدقة.
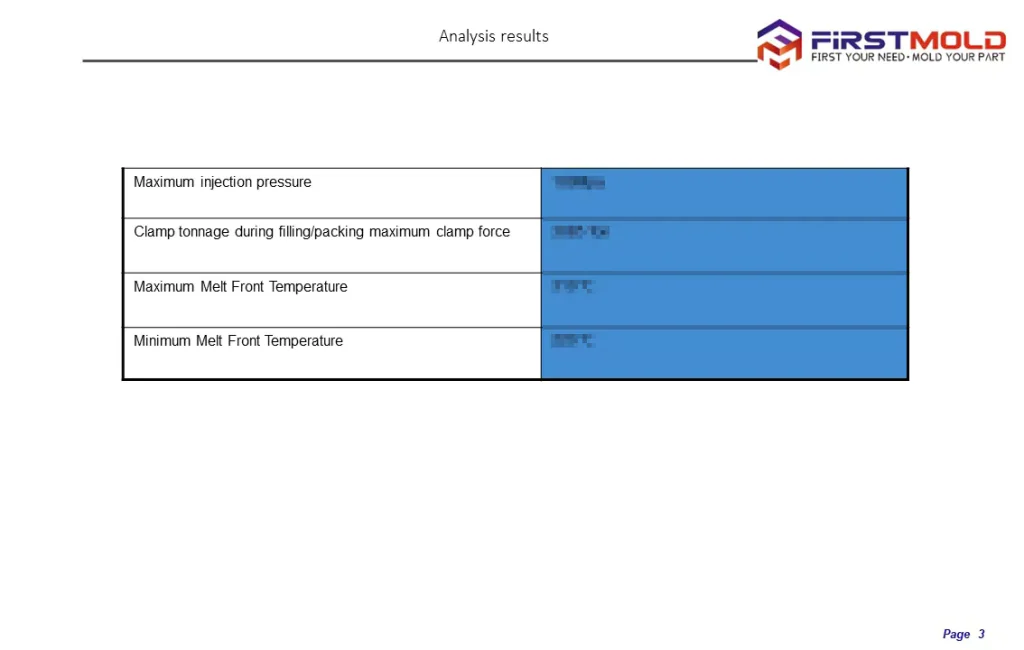
كما تم توثيق مؤشرات الأداء الرئيسية في التقرير. وتشمل هذه المؤشرات الحد الأقصى لضغط الحقن، والذي يشير إلى الضغط المطلوب لملء تجاويف القالب بالكامل. وتمثل حمولة التثبيت، وهي معلمة مهمة أخرى، القوة التي يبذلها نظام تثبيت القالب لإبقاء القالب مغلقًا أثناء الحقن. توفر درجات الحرارة القصوى والدنيا لدرجات الحرارة الأمامية للذوبان نظرة ثاقبة للسلوك الحراري للمادة أثناء الملء.
من خلال تضمين هذه التفاصيل في تقرير تحليل تدفق القوالب، يمكن لأصحاب المصلحة فهم المشروع والظروف المحددة التي تم إجراء التحليل في ظلها بشكل شامل. تضمن هذه الشفافية إمكانية تفسير نتائج التحليل بشكل صحيح واستخدامها بفعالية في اتخاذ القرارات في عملية صناعة الأدوات.
بيانات المواد
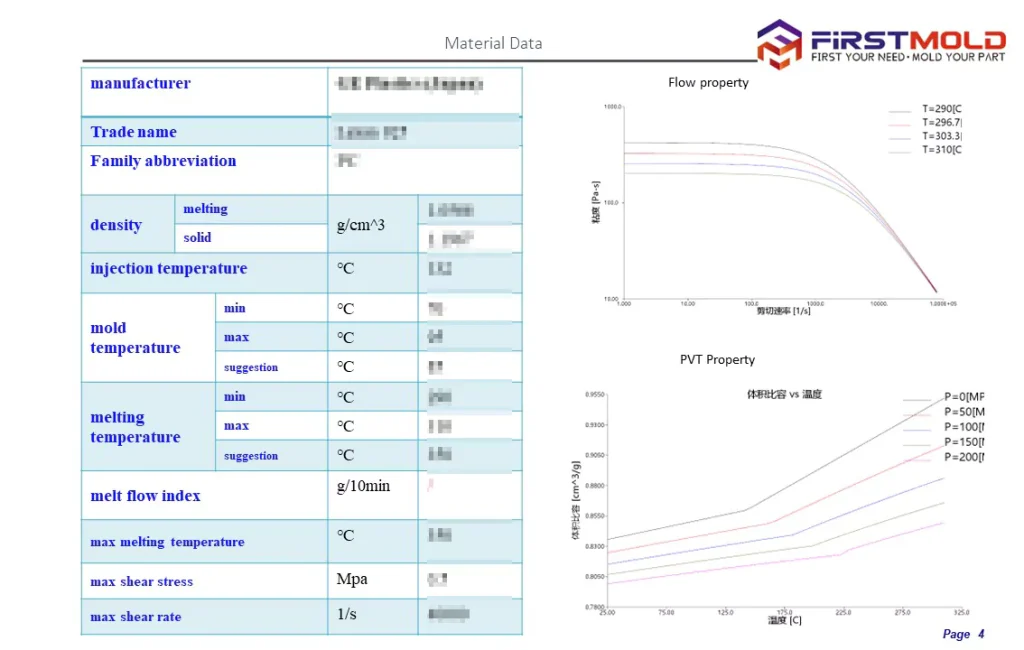
يتضمن قسم بيانات المواد في تقرير تحليل تدفق القالب معلومات مهمة حول الراتنج الذي يتم تحليله. ويشمل ذلك الكثافة، ودرجة حرارة القالب، ودرجة حرارة الانصهار، ومؤشر التدفق الذائب.
تشخيص سُمك الشبكة
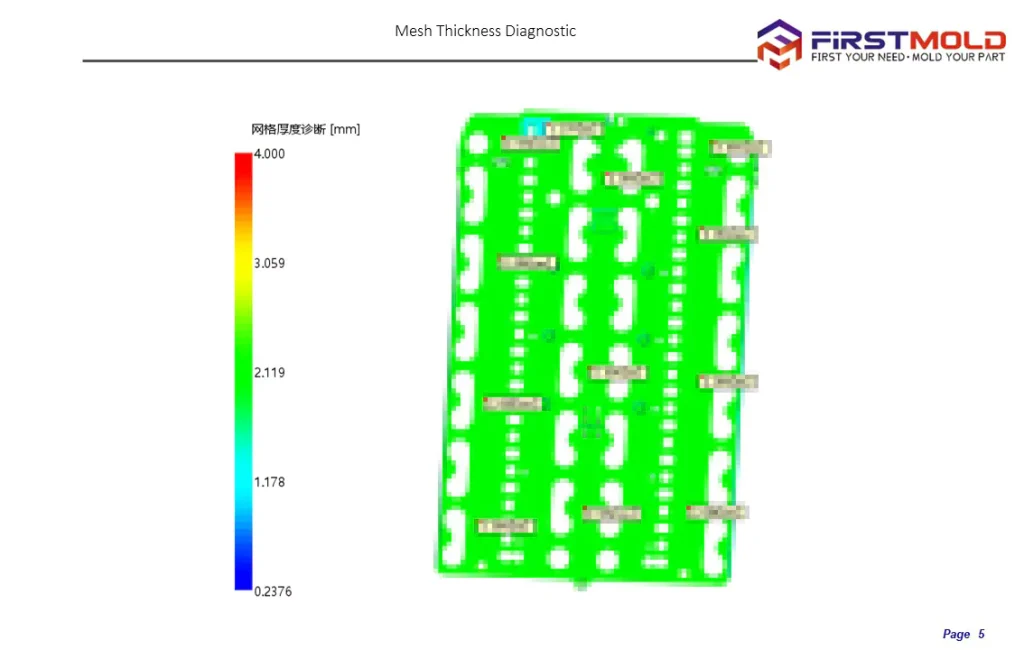
يُعد تشخيص سُمك الشبكة جانبًا مهمًا في تحليل تدفق القالب. ويتضمن تقييم سُمك عناصر الشبكة المستخدمة لمحاكاة هندسة الجزء والقالب في التحليل. والغرض من تشخيص سُمك الشبكة هو ضمان مستوى مناسب من تنقيح الشبكة، وتحقيق التوازن بين الدقة والكفاءة الحسابية.
يمكن للمحللين تحديد المناطق التي تكون فيها عناصر الشبكة إما سميكة جدًا أو رقيقة جدًا من خلال تحليل سُمك الشبكة. يمكن أن تؤدي العناصر السميكة إلى نتائج غير دقيقة، بينما قد تؤدي العناصر الرقيقة إلى وقت حسابي زائد أو حتى فشل المحاكاة. يساعد ضبط سُمك الشبكة على تحقيق التوازن بين الدقة والكفاءة الحسابية.
وهذا أمر بالغ الأهمية للحصول على نتائج موثوقة في تحليل تدفق القالب. فهو يسمح للمحللين بتنقيح الشبكة في المناطق الحرجة، مثل الأشكال الهندسية المعقدة أو المناطق ذات التدفق العالي أو تدرجات الحرارة العالية. يمكن للمحاكاة أن تلتقط بدقة سلوك التدفق، وتوزيع الضغط، وخصائص التبريد، وغيرها من العوامل المهمة التي تؤثر على عملية التشكيل بالحقن من خلال تحسين سمك الشبكة.
مواقع البوابات الأولية وأحجامها
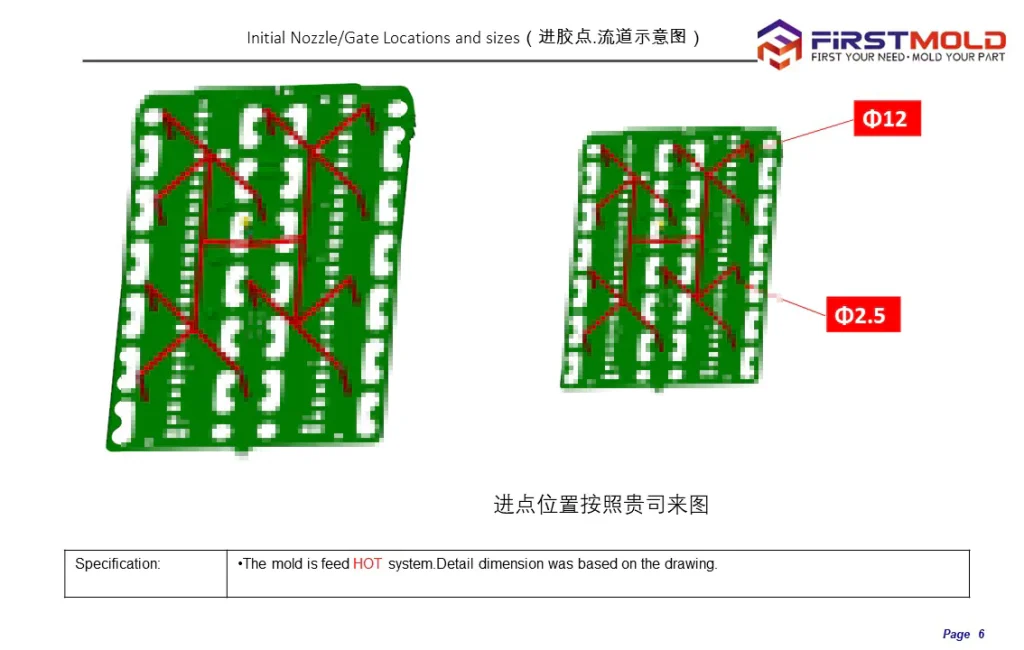
يقوم المحللون بتقييم عوامل مختلفة لتحديد المواقع والأحجام المثلى للبوابات. وتشمل هذه العوامل ما يلي:
نمط التعبئة:
يجب على المصنعين اختيار مواقع البوابات لتعزيز ملء تجويف القالب بشكل متوازن وموحد. يضمن ذلك وصول البلاستيك المنصهر إلى جميع مناطق الجزء بشكل متناسق، مما يقلل من العيوب المحتملة مثل تردد التدفق أو خطوط اللحام أو حبائل الهواء.
توزيع الضغط والسرعة:
تؤثر مواقع البوابات وأحجامها على توزيع الضغط والسرعة داخل القالب. يساعد الاختيار الصحيح للبوابة في الحفاظ على شكل ضغط مناسب، مما يمنع انخفاض الضغط المفرط أو إجهاد القص، مما قد يؤدي إلى مشاكل مثل اعوجاج الجزءو علامات الحوض.
كفاءة التبريد:
يجب أن تراعي مواقع البوابات متطلبات التبريد للجزء. يمكن أن يساعد وضع البوابات في المناطق التي تعزز التبريد الفعال في تحقيق أزمنة دورة أقصر وتعزيز الإنتاجية الإجمالية. كما أنه يساعد أيضًا على تقليل احتمالية حدوث عيوب متعلقة بالحرارة مثل علامات البالوعة أو تشويه القِطع.
قابلية التشكيل والتصنيع:
يجب أن تتماشى مواقع البوابات وأحجامها مع قيود التصميم والتصنيع الخاصة بالقالب. تؤثر عوامل مثل تعقيد القالب، وقيود الأدوات، وهندسة القِطع على اختيار مواقع البوابات وأحجامها. والهدف من ذلك هو تحقيق التوازن بين قابلية التشكيل وجودة القالب وسهولة التصنيع.
من خلال تحليل تدفق القالب، يمكن للمحللين تقييم مواقع البوابات وأحجامها المختلفة افتراضيًا، ومحاكاة سلوك التدفق وتقييم التأثير على المعلمات الرئيسية مثل وقت التعبئة وتوزيع الضغط ومعدل القص وكفاءة التبريد. يوفر هذا التحليل رؤى قيّمة لاتخاذ قرارات مستنيرة وتحسين تصميم البوابة قبل المضي قدمًا في الإنتاج الفعلي للقالب.
غالبًا ما يكون للعملاء متطلبات أو تفضيلات محددة لمواقع البوابات وأحجامها في الأجزاء المصبوبة. يمكن أن تستند هذه المواصفات إلى المظهر أو الوظيفة أو اعتبارات التصنيع المرغوبة. عند إجراء تحليل تدفق القوالب، من الضروري مراعاة مواقع وأحجام البوابات التي يحددها العميل لضمان توافق التحليل مع توقعاته.
وقت التعبئة
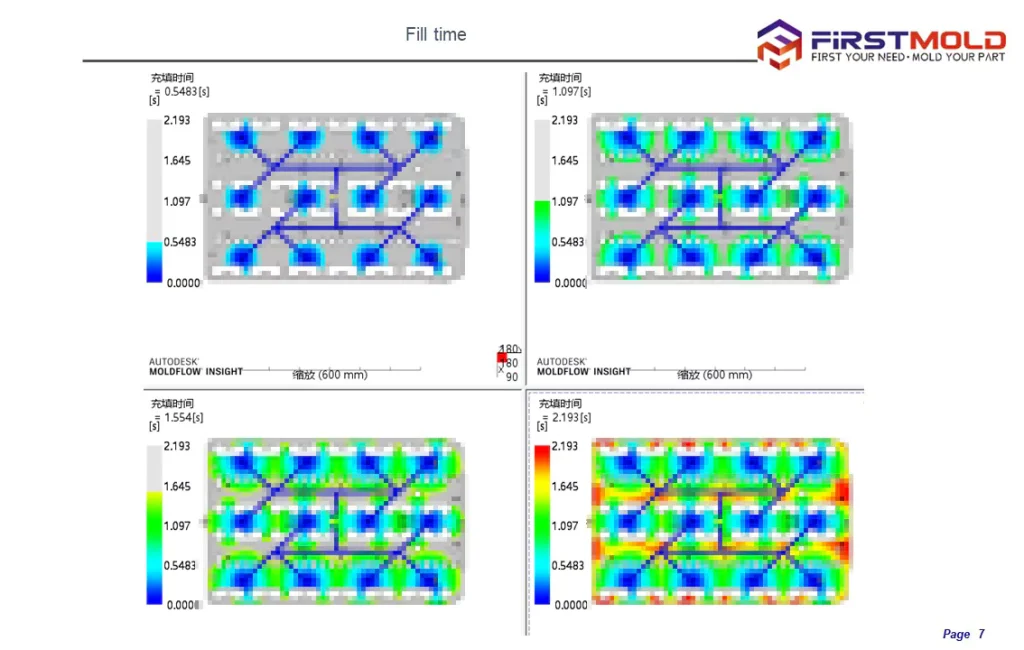
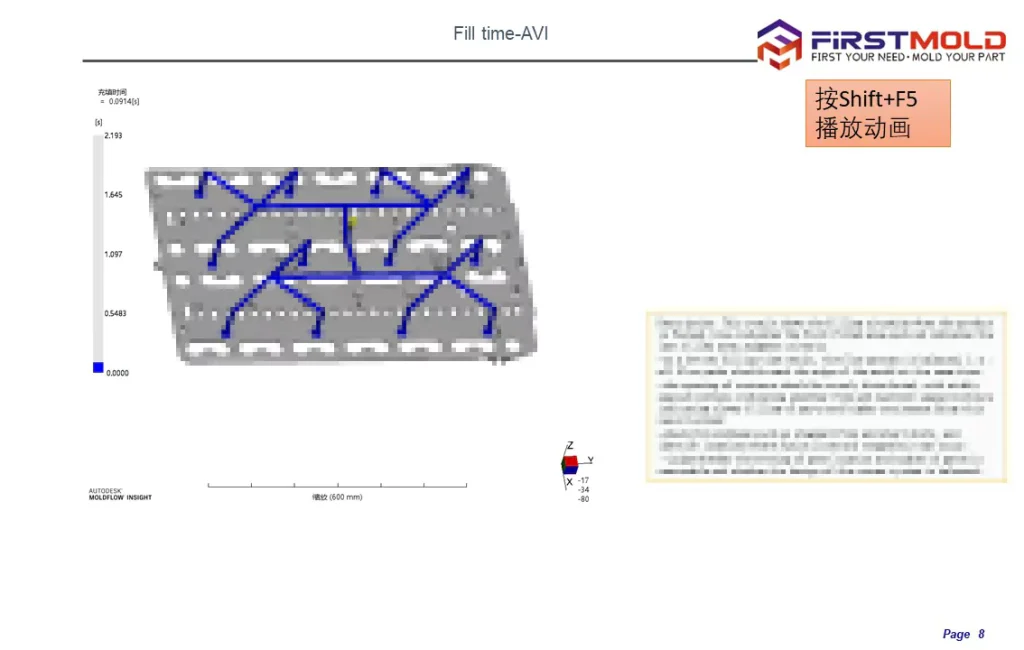
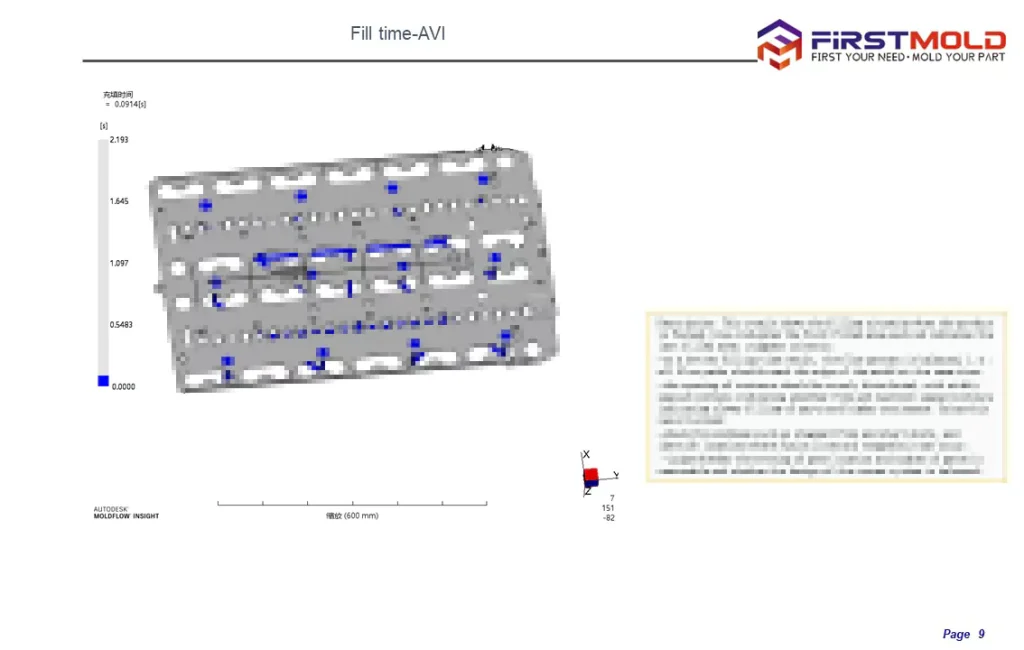
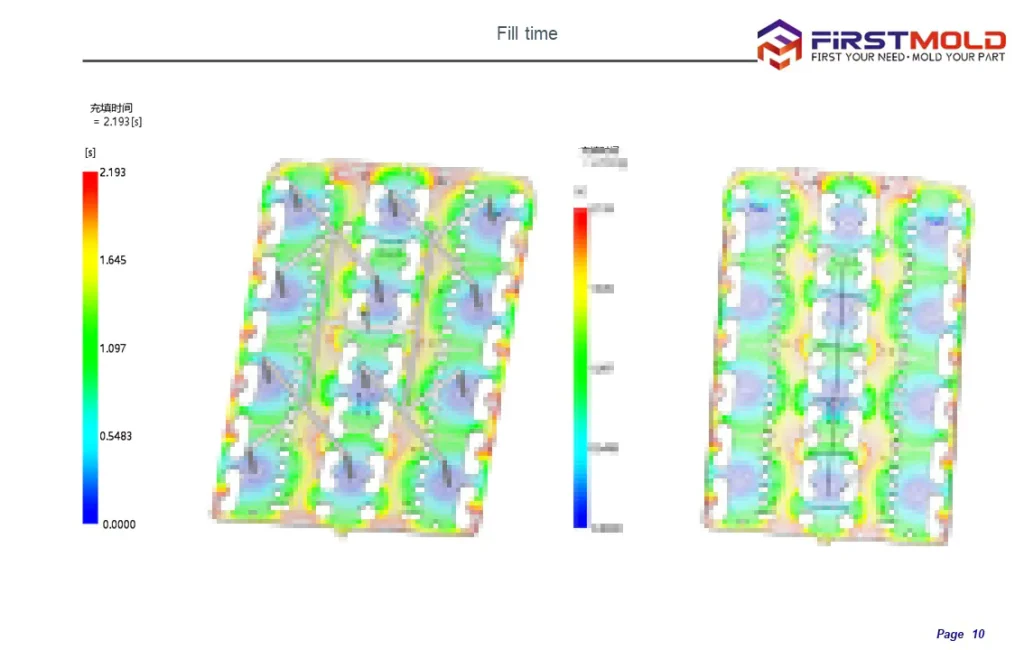
يُظهر وقت ملء القالب توسع جبهة التدفق الذائب، وعادةً ما يتم تقديمه كرسم بياني مظلل. ومع ذلك، فإن العبارة المتعلقة باستخدام مخطط نمط السحابة غير صحيحة. لا يتم عرض زمن ملء القالب عادةً باستخدام مخطط سحابي بخطوط كفاف.
إن وقت ملء القالب هو بالفعل نتيجة مهمة وحاسمة في معظم تحليلات تدفق القالب. فهو يوفر معلومات حول سلوك تدفق الذوبان في جميع أنحاء التجويف ويساعد على تحديد المشكلات المحتملة في عملية التشكيل بالحقن.
تتم الإشارة إلى عملية ملء متوازنة عندما يصل الذوبان إلى جميع الأجزاء البعيدة من التجويف في نفس اللحظة تقريبًا. وهذا يدل على الملء المنتظم ويقلل من احتمالية وجود عيوب أو تناقضات في الجزء المقولب.
يمكن أن تساعد نتائج وقت ملء القالب في تحديد المشاكل مثل لقطات قصيرة والترددات. تحدث اللقطات القصيرة عندما لا تملأ مادة كافية منطقة معينة، مما ينتج عنه منطقة رمادية أو غير مكتملة في التحليل. وعلى العكس من ذلك، تشير الخطوط الكثيفة في منطقة صغيرة إلى وجود ترددات، مما يشير إلى احتمال انقطاع التدفق أو عدم اتساق يمكن أن يؤدي إلى لقطة قصيرة.
التعبئة الزائدة هي مشكلة أخرى يمكن تحديدها من خلال تحليل وقت ملء القالب. إذا كان الذوبان الزائد موجودًا في مسار تدفق معين أثناء الملء الأولي للتجويف، فقد يؤدي ذلك إلى زيادة التعبئة. يمكن أن يتسبب التعبئة الزائدة في توزيع غير متساوٍ للكثافة، وتجاوز الوزن المطلوب للمنتج، وإهدار المواد، بل والمساهمة في حدوث مشاكل في الاعوجاج.
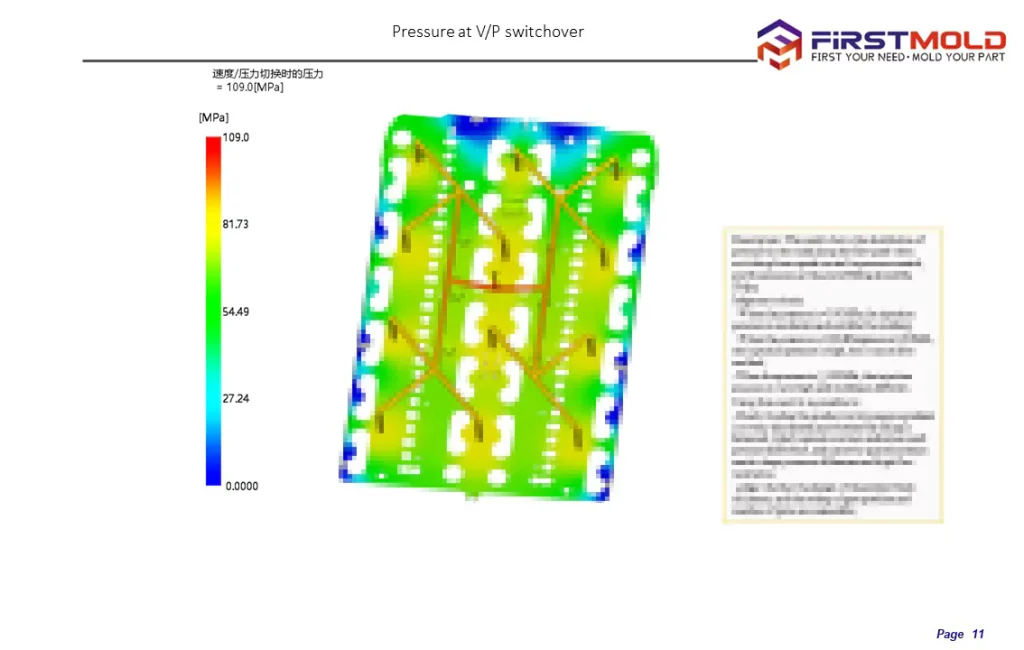
ضغط الفوهة
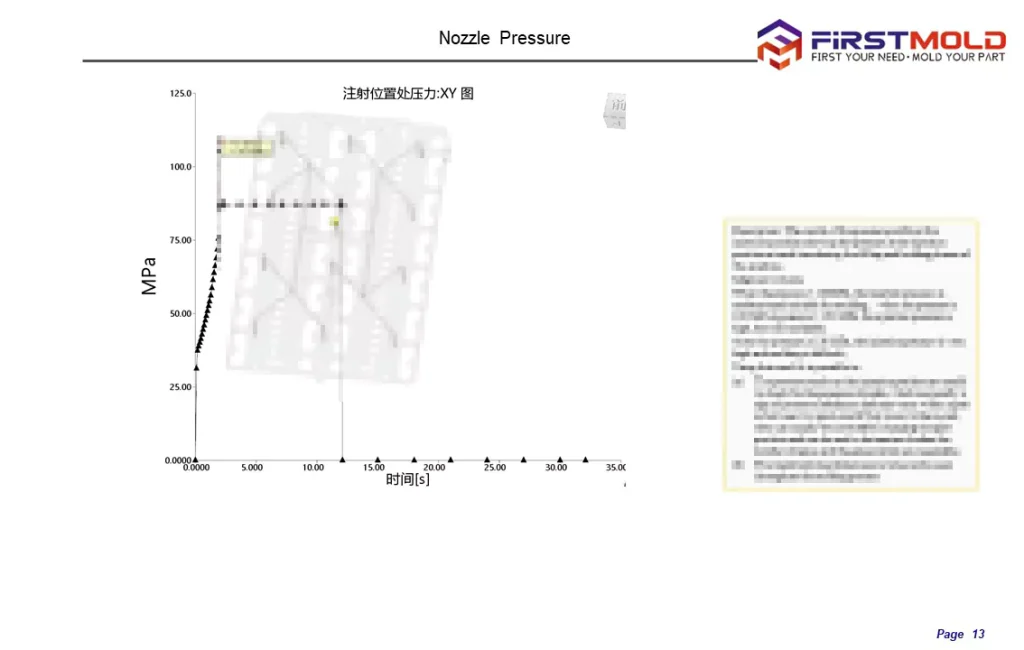
أثناء تحليل تدفق القالب، يقوم البرنامج بحساب وتصور توزيع ضغط الفوهة في جميع أنحاء تجويف القالب. تساعد هذه المعلومات في تقييم سلوك الملء وتحديد المشكلات المحتملة وتحسين عملية التشكيل.
يخدم تحليل ضغط الفوهة في تحليل تدفق القالب عدة أغراض:
سلوك التعبئة:
تساعد بيانات ضغط الفوهة على فهم كيفية تدفق المادة الذائبة وملء تجويف القالب. فهي توفر رؤى حول تطور مقدمة التدفق وأنماط التدفق وأي اختلافات في توزيع الضغط.
جودة الجزء:
من خلال تحليل ضغط الفوهة، من الممكن تقييم التأثير على جودة الجزء. يمكن أن يؤدي التوزيع غير المتساوي لضغط الفوهة إلى عدم اتساق في التعبئة، مثل اختلال توازن التدفق أو خطوط اللحام أو انحباس الهواء، مما قد يؤثر على خصائص الجزء النهائي.
تصميم البوابة وحجم البوابة:
يساعد تحليل ضغط الفوهة على تقييم مدى ملاءمة مواقع البوابات وأحجامها. ويساعد في تحديد الأبعاد المثلى للبوابة لضمان التدفق المناسب للمواد وتقليل المشاكل المحتملة مثل انخفاض الضغط العالي أو قيود التدفق.
تحسين العمليات:
يسمح تحليل ضغط الفوهة بتحديد فرص تحسين العملية المحتملة. ويساعد على ضبط معلمات العملية، مثل سرعة الحقن أو درجة حرارة الذوبان، لتحقيق توزيع ضغط فوهة أكثر اتساقًا وتحسين كفاءة التشكيل الكلية.
مخطط XY لقوة التثبيت على شكل XY
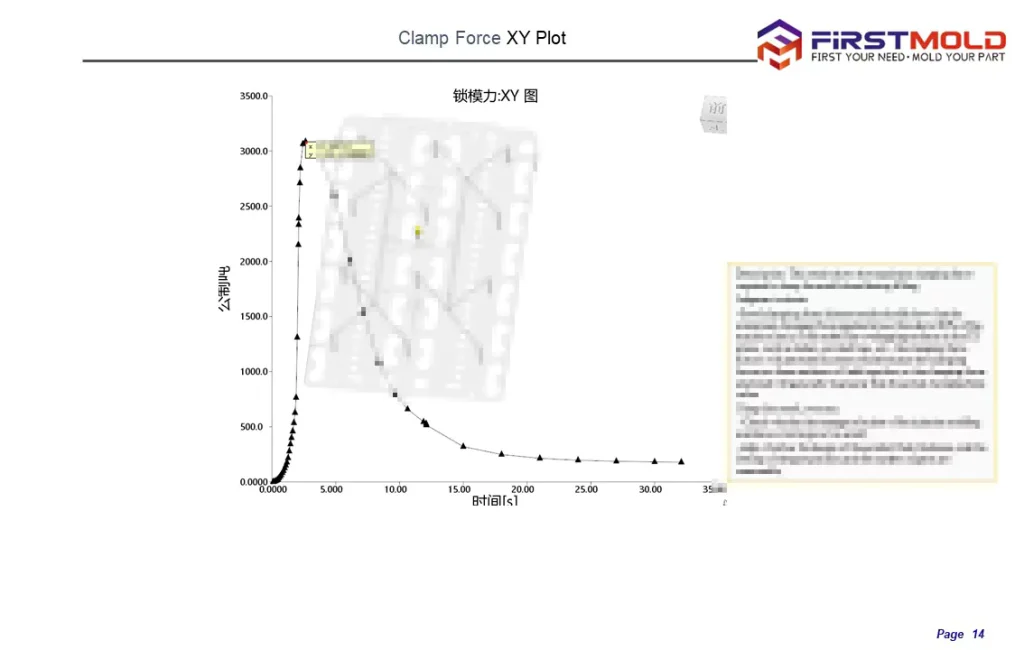
يعرض مخطط XY لقوة التشبيك في تحليل تدفق القالب تباين قوة التشبيك بمرور الوقت. تتأثر قوة التشبيك بعوامل مثل توازن ملء القالب، وضغط التثبيت، وزمن الانتقال للتحكم في الحجم/الضغط. حتى التعديلات الصغيرة على هذه المعلمات يمكن أن تؤدي إلى تغييرات كبيرة في قوة التشبيك.
من الضروري التأكد من أن قوة التشبيك القصوى لا تتجاوز الحد الأقصى لقوة التشبيك لماكينة القولبة بالحقن المستخدمة لإنتاج الجزء. يمكن أن يؤدي تجاوز الحد الأقصى لقوة التشبيك للماكينة إلى تلف محتمل في المعدات أو ضعف جودة القِطع.
من خلال تحليل مخطط قوة التشبيك XY، يمكن للمصنعين تقييم وتحسين تصميم القالب ومعلمات العملية للحفاظ على قوة التشبيك ضمن حدود آمنة وفعالة. وهذا يساعد على ضمان نجاح وموثوقية عمليات القولبة بالحقن، مما يمنع أي آثار ضارة على المنتج النهائي وماكينة القولبة بالحقن نفسها.
مصائد الهواء
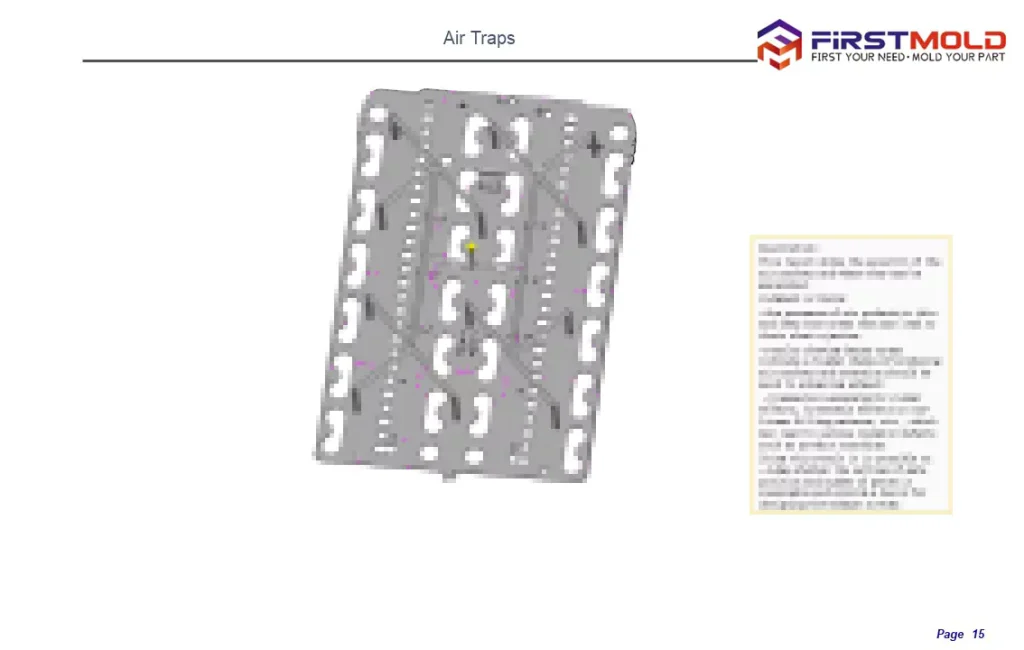
تحدث محابس الهواء عندما يتلاقى تدفق المواد من اتجاهات متعددة وتحاصرها جيوب الهواء داخل تجويف القالب. تحدد نتائج تحليل تدفق القالب بدقة مصائد الهواء هذه وتعرضها.
عندما تكون مصائد الهواء موجودة على السطح الفاصل للقالب، من المهم ضمان وجود عادم غاز مناسب لمنع الهواء المحبوس من التسبب في حدوث عيوب في الجزء المقولب. ونحن نحقق ذلك من خلال دمج فتحات أو فتحات العادم في تصميم القالب في المواقع التي توجد فيها مصائد الهواء.
للقضاء على مصائد الهواء، من الضروري معالجة المناطق التي تتشكل فيها الجيوب الهوائية. يمكن أن يساعد تعديل سُمك جدار المنتج، وتعديل موضع الذراع، وتحسين وقت الحقن في التخفيف من مشاكل احتباس الهواء وتحسين جودة الجزء بشكل عام. ومن خلال إجراء هذه التعديلات، يمكن تحسين تدفق المواد، مما يقلل من احتمالية وجود حبائل هوائية ويحسن ملء تجويف القالب وتعبئته.
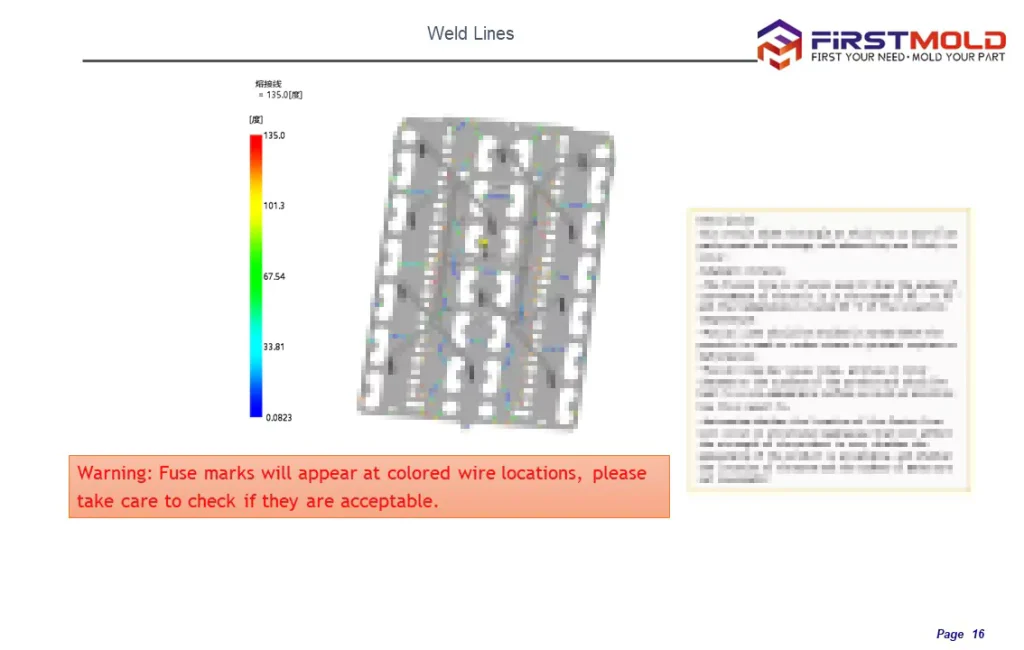
خطوط اللحام
تنشأ خطوط اللحام عندما تتلاقى جبهتا تدفق ذوبان أو عندما تنفصل جبهة التدفق وتعيد التجميع، ويحدث ذلك عادةً عندما يتدفق الذوبان عبر ثقب أو يواجه اختلافات كبيرة في معدل التدفق. في الحالات التي يوجد فيها تباين ملحوظ في معدلات التدفق، يمكن أن تتشكل خطوط اللحام أيضًا، على سبيل المثال عندما تواجه المقاطع الأكثر سمكًا تدفقًا أسرع بينما المقاطع الأقل سمكًا يكون تدفقها أبطأ، مما يؤدي إلى خط لحام عند تقاطع الاثنين.
يمكن تصور خطوط اللحام في تحليل تدفق القالب جنبًا إلى جنب مع الرسوم البيانية لوقت ملء القالب ودرجة الحرارة والضغط. يمكن أن تؤدي مراقبة هذه النتائج إلى تحديد وجود خطوط اللحام وموقعها. يمكن أن يساعد تقليل عدد بوابات الحقن لمعالجة خطوط اللحام في التخلص من بعضها. وبالإضافة إلى ذلك، يمكن أن يؤدي تعديل مواضع البوابات أو تعديل سُمك جدار المنتج إلى تغيير موضع خطوط اللحام.
تُعد إدارة خطوط اللحام أمرًا بالغ الأهمية في قولبة الحقن، حيث يمكن أن تؤثر على قوة وجماليات المنتج النهائي. ومن خلال تحسين تصميم القالب ومعلمات العملية، يمكن للمصنعين تقليل حدوث خطوط اللحام وتأثيرها، مما يؤدي إلى الحصول على أجزاء مصبوبة ذات جودة أعلى وجاذبية أكبر من الناحية البصرية.
حجم انكماش البلاستيك وتقدير الانكماش
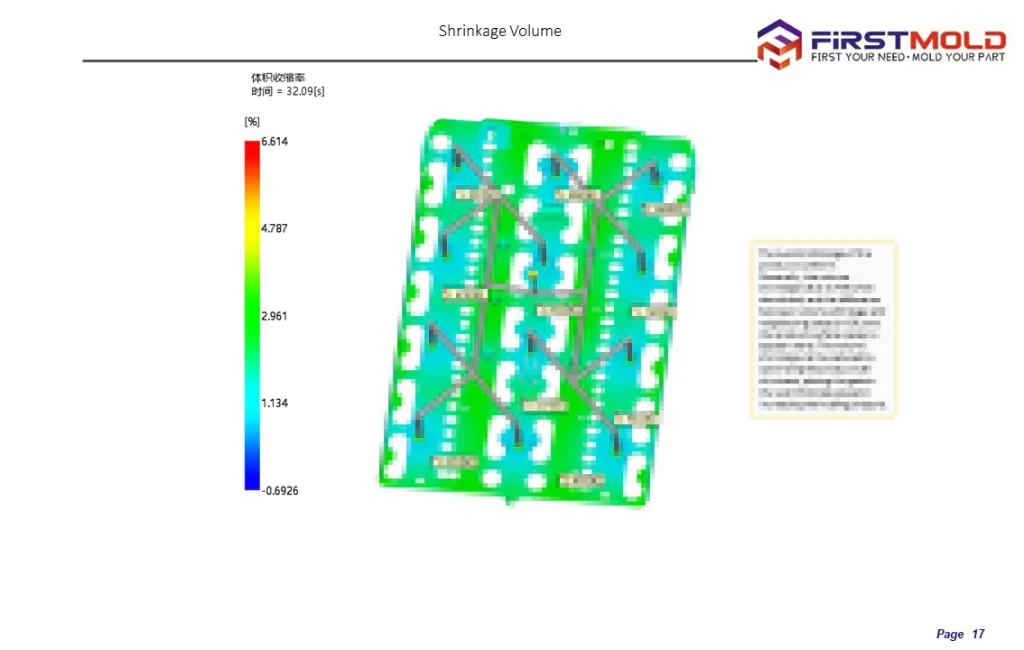
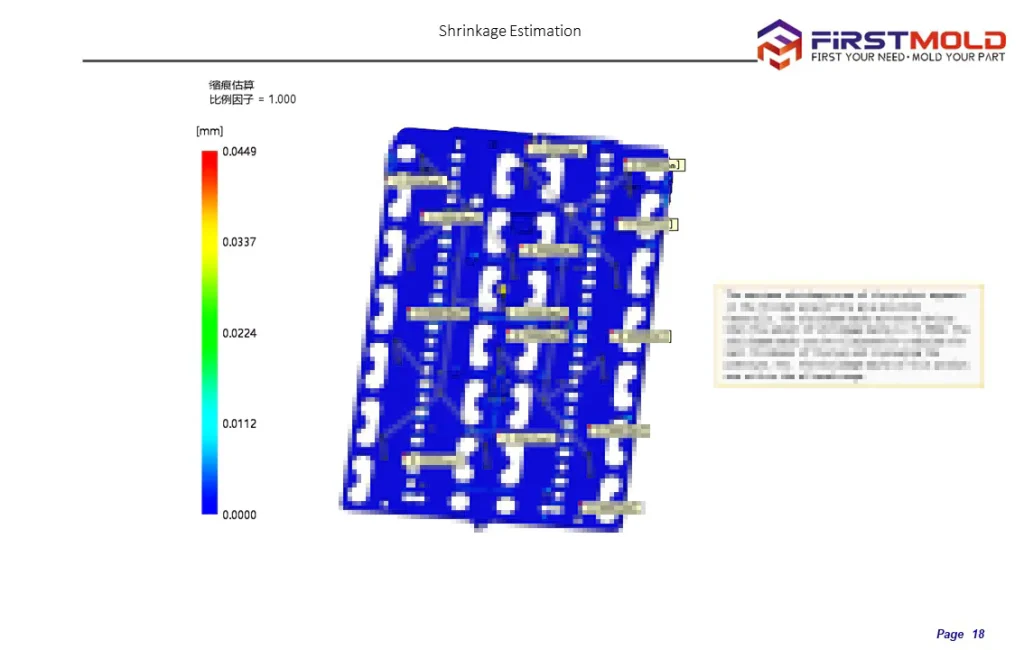
الانكماش الحجمييُطلق عليه أحيانًا حجم الانكماش بسبب الترجمة، ويشير إلى الانخفاض في حجم الجزء الناجم عن الضغط أثناء عملية التشكيل. ويتم التعبير عنه عادةً كنسبة مئوية. يعمل الانكماش الحجمي كنتيجة وسيطة تشير إلى التغير في انكماش المنتج أثناء مرحلتي الإمساك والتبريد. ومع ذلك، من المهم أن ندرك أن الانكماش الحجمي عند الطرد يعتبر الانكماش الحجمي عند الطرد هو الانكماش النهائي لحجم الجزء.
من الناحية العملية، تشتق مجموعة بيانات محددة الانكماش الحجمي عند الطرد. في حين أن الانكماش يجب أن يكون متجانسًا في جميع أنحاء التجويف، إلا أن تحقيق التجانس التام قد يكون أمرًا صعبًا. يمكن أن تساعد التعديلات على منحنى التثبيت في تعزيز اتساق الانكماش، مما يحسن من الجودة الإجمالية للجزء المقولب.
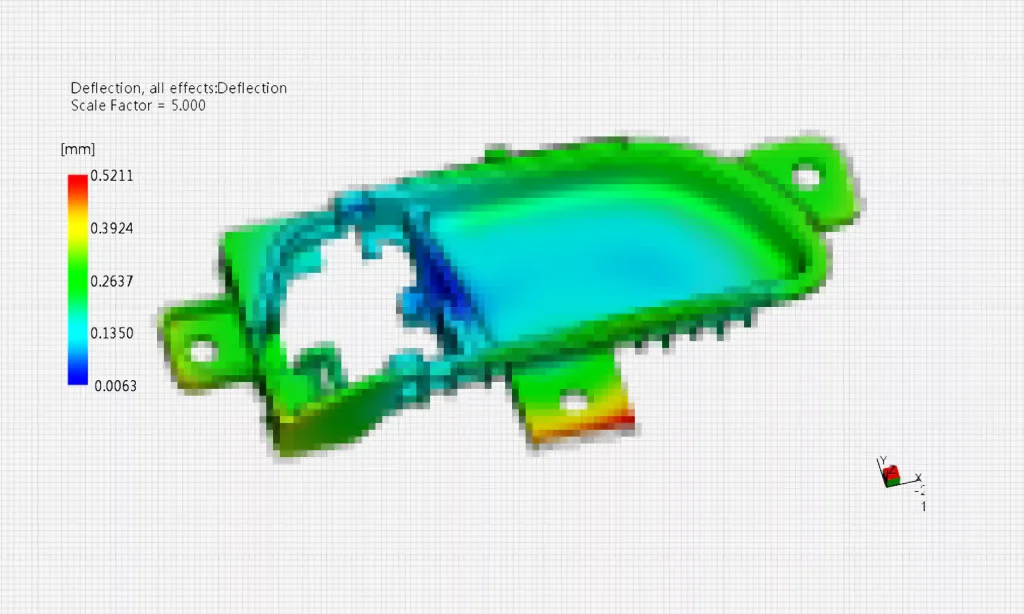
انحراف
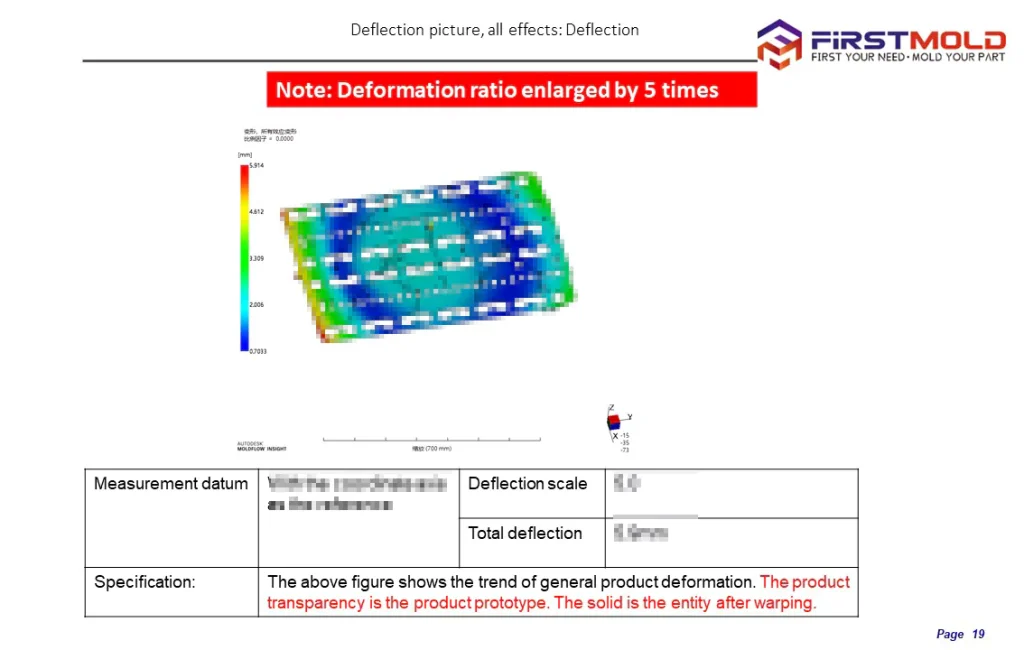
يمكن أن تؤثر عوامل مختلفة، بما في ذلك التبريد والانكماش والاتجاه الجزيئي والخصائص الميكانيكية الأخرى للمادة، على انحراف الجزء.
يشير الانحراف الناتج عن عوامل التبريد إلى التشوه أثناء مرحلة تبريد المادة البلاستيكية وتصلبها. يمكن أن يؤدي التبريد السريع إلى معدلات تبريد متباينة، مما يؤدي إلى انكماش غير متساوٍ واحتمال حدوث تشوه.
يسبب الانكماش المتأصل في المادة انحرافًا بسبب عوامل الانكماش أثناء انتقالها من الحالة المنصهرة إلى الحالة الصلبة. يمكن أن يتسبب الانكماش في تشوه الجزء ويؤدي إلى تغيرات في الأبعاد.
يحدث الانحراف الناتج عن الاتجاه الجزيئي عندما تصطف سلاسل البوليمر في اتجاه معين أثناء عملية القولبة بالحقن. يمكن أن تؤثر هذه المحاذاة الجزيئية على الخواص الميكانيكية وشكل الجزء، مما يؤدي إلى الانحراف.
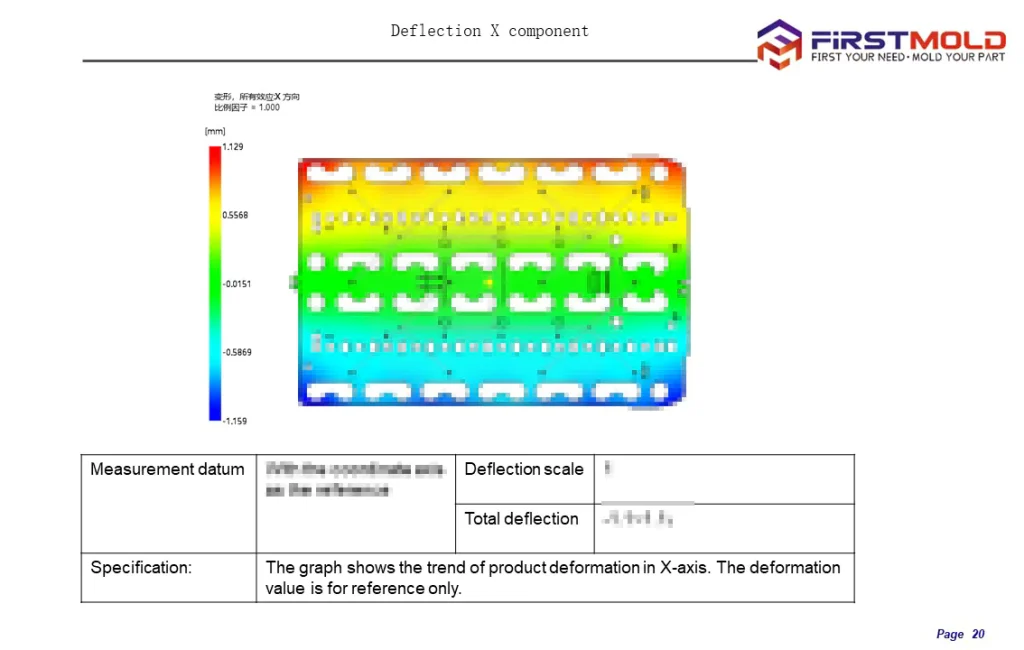
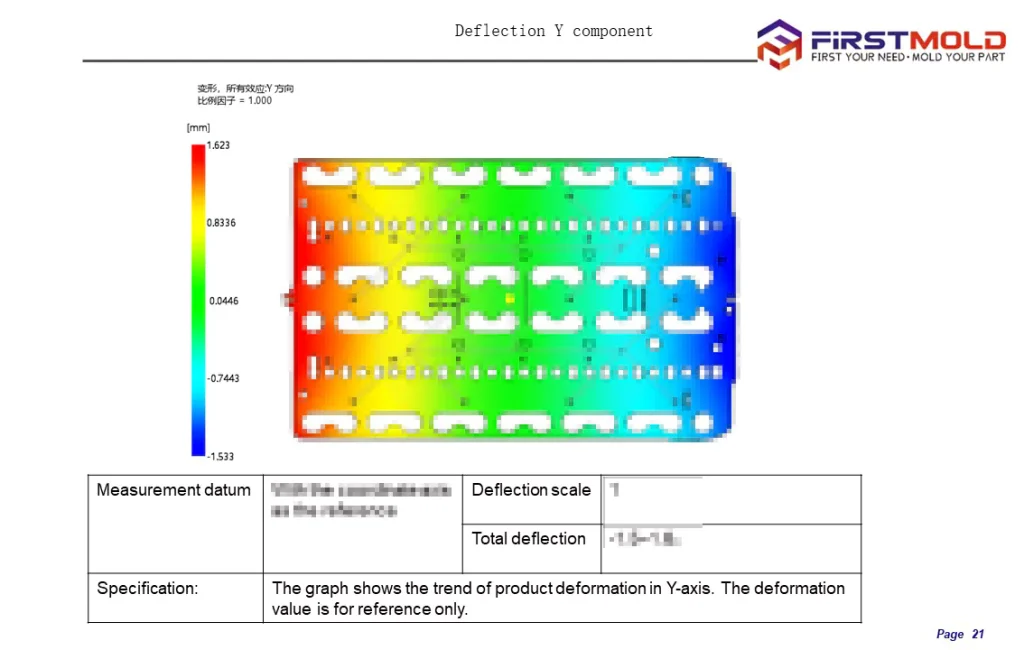
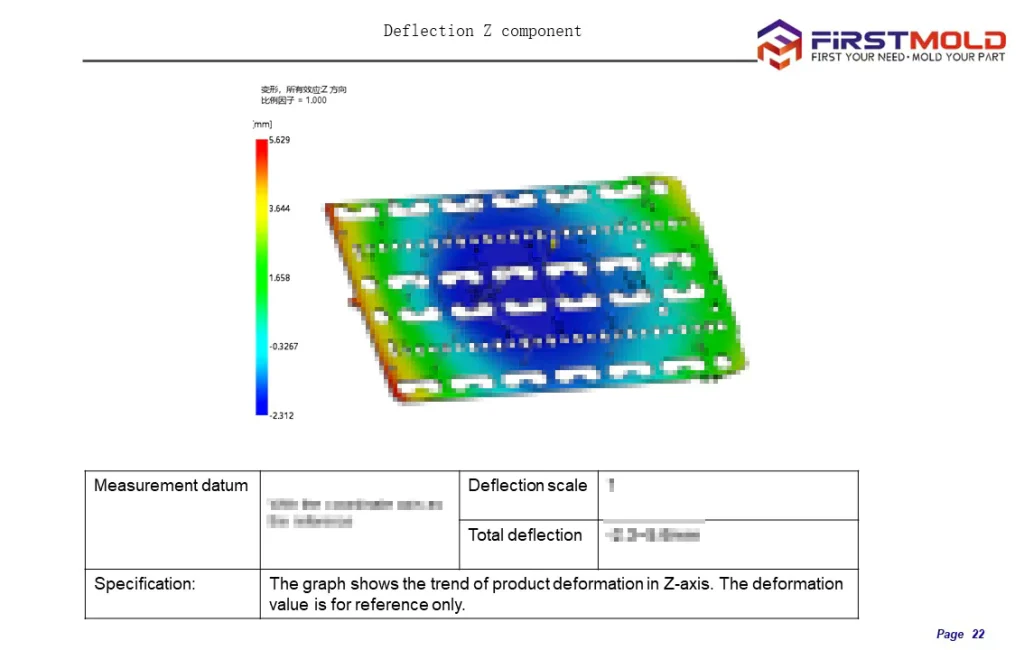
يشير الانحراف الكلي إلى التشوه الكلي للجزء، مع مراعاة جميع العوامل المساهمة. في المقابل، تمثل مكونات الانحراف في الاتجاهات X وY وZ التشوه المحدد في كل محور.
يعد أخذ جميع هذه العوامل في الاعتبار أثناء تحليل انحراف الجزء في تحليل تدفق القالب أمرًا بالغ الأهمية لضمان دقة التنبؤات ومعالجة أي مخاوف محتملة تتعلق بالاعوجاج أو ثبات الأبعاد بفعالية.
التقييم والتغذية الراجعة
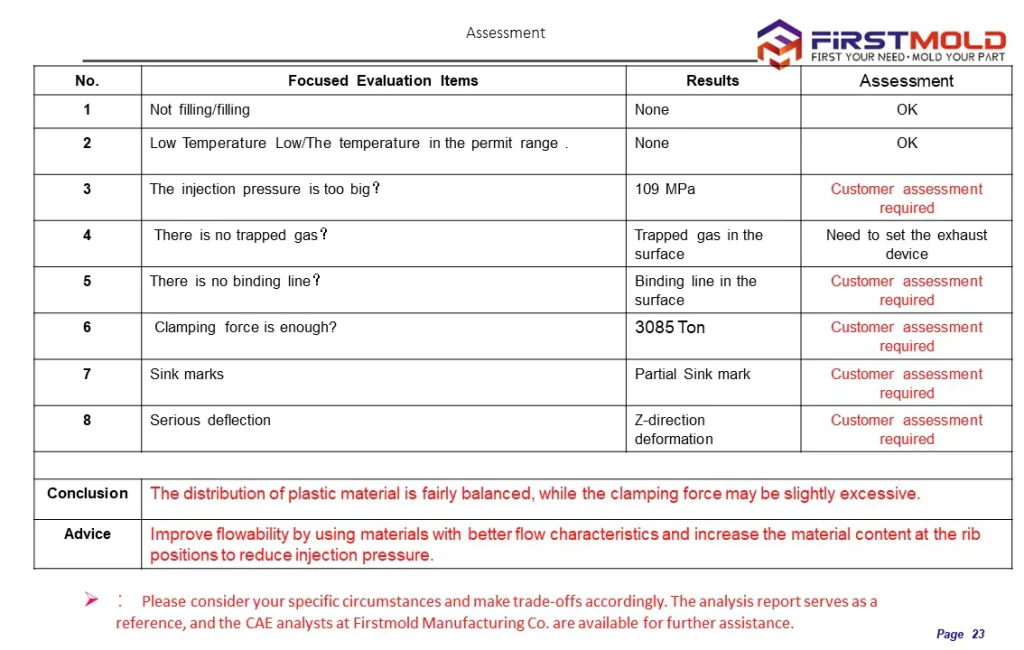
عادةً ما يتضمن التقييم في تحليل تدفق القالب مراجعة شاملة لمختلف العوامل والمشكلات المحتملة المتعلقة بعملية القولبة بالحقن وجودة الجزء.
تتضمن بعض عناصر التقييم الشائعة في تحليل تدفق القوالب ما يلي:
تحليل التعبئة:
تقييم نمط الملء والتأكد من الملء الكامل لتجويف القالب دون أي لقطات قصيرة أو تردد في التدفق.
تحليل التبريد:
تقييم كفاءة التبريد وتحديد المشكلات المحتملة المتعلقة بالتبريد مثل البقع الساخنة أو التبريد غير المتكافئ أو أوقات التبريد الطويلة.
تحليل الانحراف:
تحليل احتمالية انحراف الجزء أو تشويهه بسبب انكماش المواد أو التبريد أو العوامل الهيكلية.
خطوط اللحام وتحليل مصائد الهواء:
تحديد وجود خطوط اللحام وفخاخ الهواء وتقييم تأثيرها المحتمل على قوة الجزء ومظهره ووظيفته.
تحليل الضغط ودرجة الحرارة:
تقييم ضغط الحقن ودرجة الحرارة الأمامية للذوبان للتأكد من أنها ضمن النطاقات المقبولة للمادة المختارة وظروف المعالجة.
تحليل قوة التثبيت:
التحقق من أن قوة التشبيك المحسوبة المطلوبة لإبقاء القالب مغلقًا أثناء الحقن في حدود قدرات ماكينة التشكيل بالحقن.
تحليل علامات الغرق:
تحديد مناطق علامات الغرق المحتملة أو الانخفاضات السطحية الناتجة عن التبريد غير المنتظم أو انكماش المواد.
تحليل موقع البوابة:
تقييم مواقع البوابات وأحجامها لتحسين نمط التعبئة وتقليل خطوط اللحام وتحقيق تعبئة متوازنة.
تحليل تدفق المواد:
تقييم سلوك تدفق المادة في جميع أنحاء تجويف القالب لضمان الملء المنتظم وتجنب مشاكل مثل النفث أو عدم توازن التدفق.
تحليل الانكماش والأبعاد:
تحليل انكماش المواد والتنبؤ بتغيرات الأبعاد المحتملة للجزء بعد التشكيل.
تتطرق هذه الأمثلة فقط إلى جزء بسيط من معايير التقييم التي يشملها تحليل شامل لتدفق القالب. قد تختلف معايير التقييم المحددة اعتمادًا على متطلبات المشروع ومدى تعقيد الجزء ومعايير الجودة المطلوبة.
ملخص مشروع تحليل تدفق القوالب
يمثل المحتوى أعلاه نظرة عامة كاملة على تقرير تحليل تدفق القالب. من الأهمية بمكان تسليط الضوء على أن تحليل البيانات التي يتم إجراؤها في تقرير تحليل تدفق القوالب يمكن أن يختلف اعتمادًا على المنتج المحدد قيد التحليل. بشكل عام، سيشمل التحليل الجوانب التالية:
تحليل التعبئة:
- وقت التعبئة
- خطوط اللحام
- مصائد الهواء
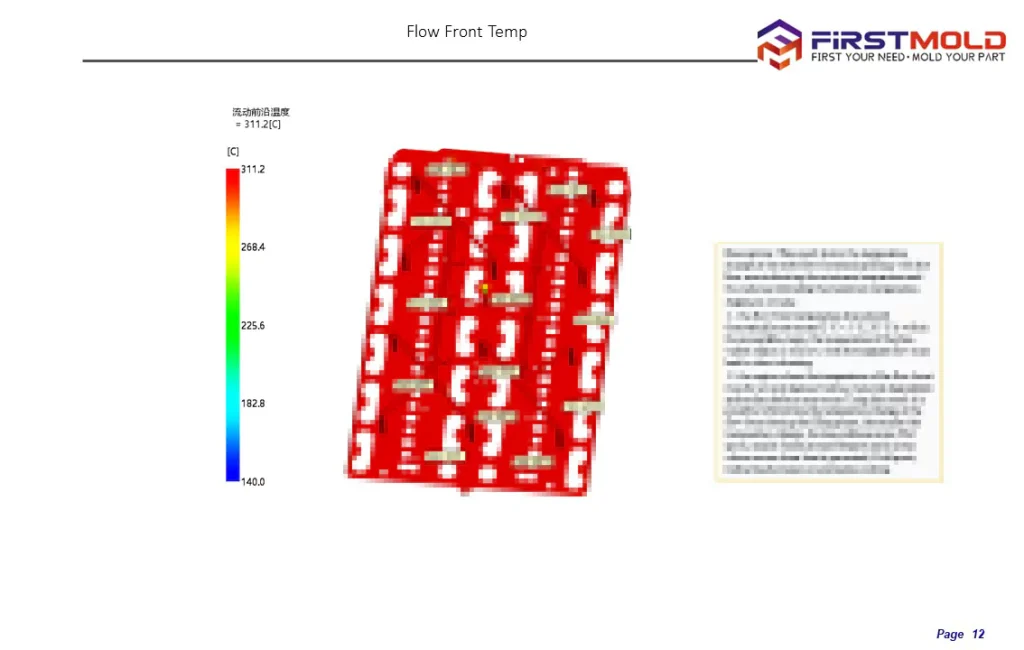
- درجة الحرارة عند مقدمة السريان
تحليل الحجز:
- جزء الطبقة المتجمدة
- الضغط في موقع الحقن (الرسم البياني XY)
- الانكماش الحجمي
- مؤشر الحوض
- قوة المشبك (مخطط XY)
تحليل الانحراف:
- توزيع درجة الحرارة في الجزء
- فرق درجة الحرارة داخل الجزء
الخاتمة
في حين أنني أتخذ موقفًا إيجابيًا تجاه تحليل تدفق القوالب، إلا أن واقع تطبيقه في الإنتاج الفعلي غالبًا ما يكشف عن بعض أوجه القصور والنتائج غير المتوقعة. وإدراكًا لذلك، فإنني مصمم على التعمق في هذا الموضوع ومشاركة رؤيتي الشخصية ووجهات نظري وآرائي حول تحليل تدفق القوالب. أنا لي يونغ من شركة FirstMold. أتوقع في المستقبل القريب، أتوقع نشر محتوى مخصص لهذا الموضوع الرائع، وأدعوكم للبقاء على اتصال ومتابعته إذا كان لديكم اهتمام مماثل. دعونا معًا نستكشف معًا تعقيدات تحليل تدفق القوالب ونطلق العنان لإمكانياته لتحسين عمليات التصنيع.


















