


Освоение технологии обработки поверхностей при литье под давлением очень важно, поскольку от этого зависит тактильное ощущение и визуальное качество готового изделия. Литье под давлением относится к производственному процессу, который включает в себя заливку расплавленных пластиковых компонентов в форму, их охлаждение и застывание для получения формованных предметов. В основном его используют для массового производства одинаковых изделий. Метод эффективен и надежен при производстве деталей сложных форм и размеров. Он широко используется в промышленности по переработке пластмасс.

Кроме того, это очень универсальный процесс, поскольку он поддерживает различные материалы и виды отделки, что делает его наиболее подходящим для большинства отраслей промышленности с совершенно разными целями и требованиями. Эта форма производственного процесса восходит к 19th века, но остается наиболее подходящей формой для производства сложных деталей и при этом экономичной.
Отделка поверхности при литье под давлением описывает определенный уровень текстуры, шероховатости или узоров, которые наносятся на поверхность пресс-формы. Они включают в себя различные узоры в дополнение к шероховатости поверхности. В отличие от других видов обработки, финишная обработка поверхности при литье пластмасс под давлением производится в процессе литья под давлением, а не как последующий этап после изготовления пресс-формы.
Сайт SPIОбщество индустрии пластмасс (Society of Plastics Industry) - это аббревиатура, обозначающая текстуру пластмассовых изделий, изготовленных методом литья под давлением, которая характеризуется качеством поверхности SPI. Это общепризнанная система, используемая для определения эстетического качества пластиковых поверхностей.
VDI обозначает Verein Deutscher Ingenieure (Общество немецких инженеров). Отделка поверхности VDI - это особый стандарт для текстуры поверхности, который в основном используется при изготовлении пресс-форм. Основное внимание в стандарте VDI уделяется шероховатости поверхности "ROUGH", в то время как отделка SPI обычно используется для полировка формы обращает внимание на "SMOOTH". Несмотря на то, что они предназначены для разных видов обработки поверхности, они дают несколько похожую отделку из-за разницы в классе.

Понимание стандартов отделки поверхностей при литье под давлением
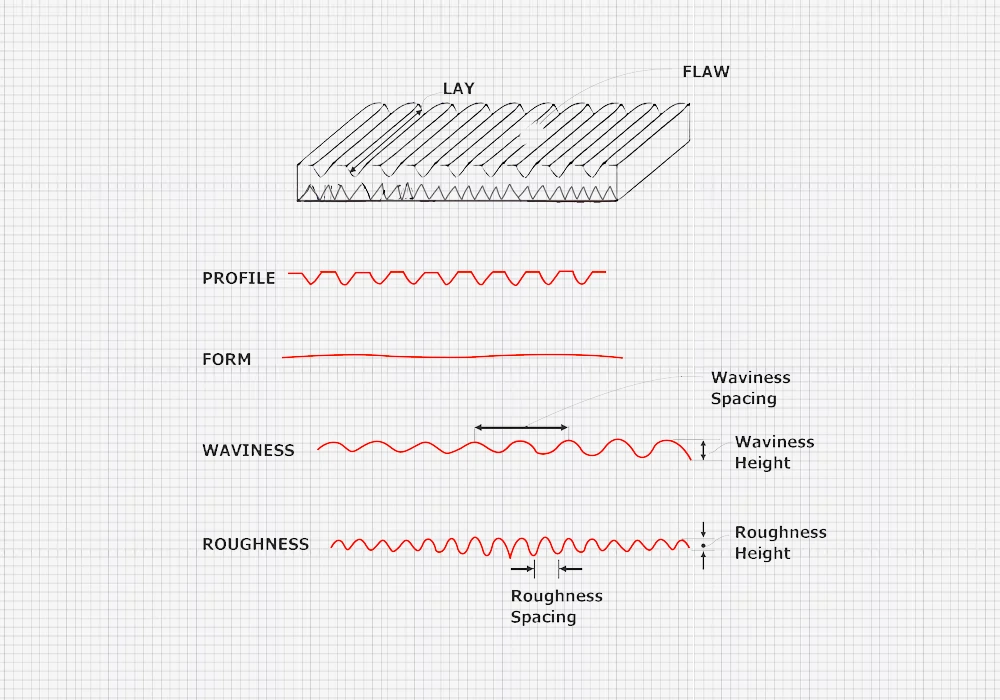
Являясь ключевым компонентом инженерного и производственного процесса, отделка поверхностей при литье под давлением оказывает значительное влияние как на внешний вид, так и на функциональность. Производительность, удобство использования, прочность и качество изделия могут быть улучшены благодаря отделке поверхности. Отделка поверхности может быть охарактеризована тремя различными способами: шероховатостью, укладкой и волнистостью.
Шероховатость поверхности- Небольшие неровности в геометрии поверхности, создающие ощущение абразивности и зернистости. Они могут быть настолько крошечными, что поверхность кажется зеркальной, или более крупными и упорядоченными, как песок. Шероховатость влияет на текстуру и внешний вид готового изделия.
Лей определяет элементы обработки, возникающие в направлении, в котором движется инструмент или станок для создания поверхности. Она может быть перпендикулярной, параллельной, перекрестной, радиальной, разнонаправленной, параллельной или изотропной и обычно создается в процессе производства.
Волнистость - это слово, используемое для описания более значительного, макроскопического различия в поверхности, которое соответствует ее плоскостности. Эти дефекты больше, чем длина шероховатости, но они небольшие, регулярные и достаточно короткие, чтобы считаться дефектами плоскостности. Возникает в результате ошибок обработки из-за отклонения или болтанки, а также в результате заворачивания при нагреве и охлаждении.
Четкая и согласованная связь между отраслями промышленности облегчается благодаря существованию международных стандартов для определения характеристик и оценки качества обработки поверхности. Стандарты, разработанные авторитетными организациями Американское общество по испытаниям и материалам (ASTM), Международная организация по стандартизации (ISO), и Немецкий институт стандартизации (DIN) помочь в создании общего понимания качества поверхности изделий для производителей, потребителей и потенциальных инспекторов. Соблюдение соответствующих стандартов имеет большое значение для обеспечения требуемого качества поверхности пластиковых изделий.
Важность чистоты поверхности при литье под давлением.
Отделка поверхности играет важную роль в определении долговечности, эксплуатационных характеристик и общего внешнего вида изделия. Для того чтобы все новые изделия отвечали как практическим, так и эстетическим стандартам, обязательным условием является наличие определенной отделки поверхности. Отделка поверхности, на которую иногда не обращают внимания как на несущественную деталь, играет неотъемлемую роль в общем успехе изделия, если она выполнена правильно. И наоборот, некачественная отделка может снизить ценность продукта и привести к недовольству потребителей и, возможно, сокращению доли рынка.
Большинство пресс-форм для литья под давлением изготавливаются из стали и алюминия с использованием оборудования EDM и CNC. Следы от инструмента и неровности поверхности, оставленные использованными концевыми фрезами, могут переходить с полости пресс-формы на изготавливаемое изделие. Чтобы избавиться от этих дефектов поверхности, обе части пресс-формы шлифуются и полируются. Несмотря на то, что используется множество методов финишной обработки, полировка пресс-форм SPI является промышленным стандартом. Стандартная полировка имеет девять различных форм, и каждый тип обычно наносится вручную высококвалифицированными специалистами. Усиление финишной обработки полости помогает удовлетворить требования конкретного применения и одновременно улучшить качество детали.
Причины, по которым отделка поверхности важна
Обработка поверхности очень важна по следующим причинам:
- Износостойкость и долговечность - обработка поверхности позволяет изделию выдерживать неблагоприятные условия окружающей среды, противостоять износу и служить дольше.
- Адгезия покрытий: Шероховатость поверхности может повлиять на то, насколько эффективно краска или покрытие прилипают к объекту, на который вы их наносите.
- Снижение трения и тепловыделения - обработка поверхности способствует снижению трения, что минимизирует выделение тепла, повышая эффективность.
- Контроль отражения и рассеивания света - особенно в изделиях, используемых в оптике, обработка поверхности оказывает значительное влияние на рассеивание и преломление света.
- Улучшает электропроводность и добавляет поверхностную электропроводность.
- Снижение шума: Гладкая поверхность более тихая, чем шероховатая, которая издает больше вибраций и громких звуков.
- Эстетическая привлекательность: хорошо обработанная поверхность оказывает большое влияние на отношение к продукту.
- Функциональные характеристики: гладкость поверхности имеет решающее значение для эффективного уплотнения, которое необходимо для удержания и управления жидкостями, как, например, в таких изделиях, как прокладки и уплотнительные кольца.

Исчерпывающее руководство по финишным покрытиям для литья под давлением: SPI и VDI
Большинство деталей, изготовленных методом литья под давлением, имеют поверхностную отделку. Поэтому они могут не требовать какой-либо постобработка. Однако это может измениться по разным причинам, например, из-за предпочтений или требований. По этой причине рассматриваются некоторые варианты отделки поверхности, чтобы удовлетворить потребности производства. Заблаговременное рассмотрение вопроса об отделке поверхности очень важно, поскольку это влияет на выбор материалов, угол вытяжки и стоимость производства. В данном руководстве представлен полный обзор вариантов отделки поверхности по стандартам SPI и VDI.
SPI Финишная обработка поверхности: Степени, области применения и соображения
Отделка поверхности SPI (The Society of the Plastics Industry) определяет эстетическое качество пластмасс во всем мире. Состоит из 12 классов отделки от блестящего до тусклого в 4 категориях A, B, C и D. Для каждого буквенно-цифрового стандарта отделки поверхности SPI существует средняя шероховатость поверхности (RA) и процедура отделки.
Для финишной обработки используются сухая абразивная обработка, зернистая бумага, каменные абразивы и некоторые виды алмазных абразивов. В диапазоне значений RA выражается в микрометрах (мкм). Пресс-формы для литья под давлением, не требующие ни одной из этих технологий обработки поверхности, могут иметь обработанную поверхность с типичной шероховатостью 3,20 RA и маркировкой обработки, предусмотренной стандартом SPI.
Требования к конкретным классам различны, и степень отклонения от совершенства также различна. Например, более низкий номер допускает меньшее отклонение, а более высокий - большее. По данным PIA (Ассоциация индустрии пластмасс), четыре основных классификации степени поверхности варьируются от A1 (грубая) до D3 (грубая текстура). Разделение на три последующих уровня составляет 12 типов финишной обработки поверхности SPI.
Глянцевый класс A
Представляет собой полированные поверхности для высокого брутто, которое наиболее предпочтительно для объектов, которые должны выглядеть гладкими или зеркальными, являются визуально приятными деталями и наиболее дорогими. Они оставляют пластиковые изделия с глянцевой или прозрачной отделкой; прозрачная отделка используется для прозрачных сортов пластика, а глянцевая - для непрозрачных сортов пластика. Для всех трех уровней SPI A необходимы алмазная полировальная паста и ротационный инструмент для тщательной полировки формы. Используется для изготовления оптических деталей, таких как козырьки, зеркала и линзы, а также прозрачной упаковки.
| Стандарт SPI | Описание | Метод отделки | Шероховатость поверхности Ra (мкм) |
| A-1 | Глянцевый / оптически прозрачный | Алмазный бафф класса #3, 6000 грит | 0,012 - 0,025 |
| A-2 | Глянцевый / прозрачный | Алмазный бафф #6, 3000 грит | 0,025 - 0,05 |
| A-3 | Глянцевый / прозрачный | Алмазный бафф #15, 1200 грит | 0,05 - 0,10 |
Полуглянцевый класс B
Матовые поверхности обеспечивают тонкую текстуру и полуглянцевый блеск, что делает их идеальными для хорошего внешнего вида и стирания следов инструмента с форм. Эти виды отделки SPI относятся к среднему уровню полировки. Финишная обработка поверхности включает в себя шлифование поверхностей вперед-назад и выполняется напильниками разного размера. При таком шлифовании становится видно больше линий по сравнению с отделкой уровня SPI A. Часто встречается на участках изделий, не имеющих особого значения или эстетического вида, например, на панелях приборов.
| Стандарт SPI | Описание | Метод отделки | Шероховатость поверхности Ra (мкм) |
| B-1 | Полуглянцевый - тонкий | Бумага с зернистостью 600 | 0,05 - 0,10 |
| B-2 | Полуглянцевый - средний | Бумага с зернистостью 400 | 0.10 - 0.15 |
| B-3 | Полуглянцевый - грубый | Бумага с зернистостью 320 | 0,28 - 0,32 |
Матовый класс C
Аналогичен классу B, но более грубый. Используется для изделий, которым требуется средний уровень шероховатости, чтобы скрыть дефекты изделия и улучшить сцепление с поверхностью. Для каждого вида отделки SPI класса C используется шлифовальный камень определенной зернистости. Являются наиболее экономичным и популярным видом обработки поверхности. Идеально подходит для бытовой электроники, товаров для дома и автомобильных интерьеров.
| Стандарт SPI | Описание | Метод отделки | Шероховатость поверхности Ra (мкм) |
| C-1 | Матовая отделка - тонкая | Камень с зернистостью 600 | 0,35 - 0,40 |
| C-2 | Матовая отделка - средняя | Камень с зернистостью 400 | 0,45 - 0,55 |
| C-3 | Матовая отделка - грубая | Камень с зернистостью 320 | 0,63 - 0,70 |
Текстурированный класс D
Самые грубые поверхности обычно имеют песчаную текстуру для изделий, которые должны обладать определенным визуальным эффектом и тактильными ощущениями. Мелкий каменный порошок используется для сглаживания этих шероховатых поверхностей перед тем, как они подвергаются произвольной сухой дробеструйной обработке стеклянными шариками или оксидом алюминия, что позволяет получить гладкую ненаправленную поверхность. Такие текстурированные поверхности наносятся на термореактивные промышленные компоненты и подходят для таких предметов, как ручки потребительских товаров, которые имеют атласную или тусклую текстуру, улучшающую захват. Для этих целей она широко используется в потребительских товарах, промышленных деталях и автомобильных компонентах.
| Стандарт SPI | Описание | Метод отделки | Шероховатость поверхности Ra (мкм) |
| D-1 | Легкая текстура | Стеклянная бусина для сухого взрыва #11 | 0.80 - 1.00 |
| D-2 | Средняя текстура | Сухая дробеструйная обработка #240 Оксид | 1.00 - 2.80 |
| D-3 | Тяжелая текстура | Сухая дробеструйная обработка #24 Оксид | 3.20 - 18.0 |
SPI уделяет больше внимания уровню полировки, чем рисунку. Результат отделки пресс-форм SPI зависит от типа материала, используемого в компонентах литья под давлением. Это существенно влияет на достижимый уровень SPI. Дизайн деталей, включающий острые углы, сложные геометрические формы и подрезает помогает производителям выбрать подходящий вариант обработки поверхности в зависимости от потребностей продукции. Параметры, участвующие в процессе формования, например скорость охлаждения, температура и давление впрыска, влияют на гладкость поверхности.
VDI Обработка поверхности при литье под давлением Текстура, преимущества и применение.
VDI 3400 или Справочник по VDI 3400 стандарт, установленный Verein Deutscher Ingenieure), Общества немецких инженеров. Стандарт содержит 45 градаций текстур. Первоначально для обработки 3400 текстур, предназначенных для создания пластиковых форм, используется электроэрозионная обработка (EDM). Поэтому иногда их называют EDM-текстурами. Модификации электрической регулировки придают шероховатость процессу EDM. Учитывая протяженность участков текстурирования, качество поверхности текстуры в данном случае не может быть таким равномерным или жестким, как можно было бы предположить. В последнее время производители пресс-форм используют химическое травление для получения текстуры VDI 3400 после полировки пресс-формы для получения однородных текстурных поверхностей. Однако для достижения этой цели можно использовать и традиционные методы текстурирования, такие как зерно, камень и наждачная бумага.
45 марок от #0 до #45 охватываются всем стандартом VDI 3400.
| VDI 3400 | RA /ΜM | RA /ΜIN | N3-N10 | ISO1302 /RT ΜM | RMS |
| 0 | 0.10 | 4.00 | N3 | 4.90 | |
| 1 | 0.112 | 4.48 | 5.50 | ||
| 2 | 0.126 | 5.04 | 5.90 | ||
| 3 | 0.14 | 5.60 | 6.90 | ||
| 4 | 0.16 | 6.40 | 7.90 | ||
| 5 | 0.18 | 7.20 | N4 | 8.90 | |
| 6 | 0.20 | 8.00 | 9.90 | ||
| 7 | 0.22 | 8.80 | 10.80 | ||
| 8 | 0.25 | 10.00 | 12.30 | ||
| 9 | 0.29 | 11.20 | 13.80 | ||
| 10 | 0.32 | 12.80 | 15.80 | ||
| 11 | 0.35 | 14.00 | N5 | 17.20 | |
| 12 | 0.40 | 16.00 | 1.6 | 19.50 | |
| 13 | 0.45 | 18.00 | 22.00 | ||
| 14 | 0.50 | 20.00 | 24.50 | ||
| 15 | 0.56 | 22.40 | 3.2 | 27.00 | |
| 16 | 0.63 | 25.20 | 31.30 | ||
| 17 | 0.70 | 28.00 | 35.20 | ||
| 18 | 0.80 | 32.00 | N6 | 5.0 | 39.00 |
| 19 | 0.90 | 36.00 | 44.40 | ||
| 20 | 1.00 | 40.00 | 49.30 | ||
| 21 | 1.12 | 44.80 | 54.60 | ||
| 22 | 1.26 | 50.40 | 62.40 | ||
| 23 | 1.40 | 56.00 | 70.30 | ||
| 24 | 1.60 | 64.00 | 12 | 78.00 | |
| 25 | 1.80 | 72.00 | N7 | 88.20 | |
| 26 | 2.00 | 80.00 | 98.90 | ||
| 27 | 2.20 | 88.00 | 16 | 109.20 | |
| 28 | 2.50 | 100.00 | 123.90 | ||
| 29 | 2.80 | 112.00 | 138.50 | ||
| 30 | 3.20 | 128.00 | N8 | 20 | 153.70 |
| 31 | 3.50 | 140.00 | 175.50 | ||
| 32 | 4.00 | 160.00 | 197.50 | ||
| 33 | 4.50 | 180.00 | 25 | 218.80 | |
| 34 | 5.00 | 200.00 | 248.60 | ||
| 35 | 5.60 | 224.00 | 277.90 | ||
| 36 | 6.30 | 252.00 | N9 | 37 | 306.20 |
| 37 | 7.00 | 280.00 | |||
| 38 | 8.00 | 320.00 | |||
| 39 | 9.00 | 360.00 | 46 | ||
| 40 | 10.00 | 400.00 | |||
| 41 | 11.20 | 448.00 | |||
| 42 | 12.60 | 504.00 | N10 | 60 | |
| 43 | 14.00 | 560.00 | |||
| 44 | 16.00 | 640.00 | |||
| 45 | 18.00 | 720.00 | 85 |
Кроме того, VDI 3400 - это более экономичный и эффективный метод для огромных деталей и обширных текстурных областей, таких как пылесосы, калькуляторы и другие подобные предметы.

Достижение оптимальной чистоты поверхности: Глубокое погружение в SPI и VDI
Отделка поверхности деталей, изготовленных методом литья под давлением, является важнейшим фактором. Она влияет на функциональность, привлекательность и общее качество изделия. Важно понять функцию отделки, прежде чем приступать к поиску перспективных вариантов отделки поверхности. Рекомендуется определить тип пресс-формы, необходимый для объема производства, и материал, из которого она будет изготовлена. Это следует сделать до выбора предпочтительной отделки поверхности. Стандарты SPI и VDI предлагают рекомендации по получению надежных и, что более важно, стабильных финишных покрытий.
- Требования к отделке изделия: определите точную отделку поверхности вашего изделия. Шкала VDI предлагает лучшие возможности, если требуется уровень шероховатости, в то время как SPI может быть более полезной, если необходима более тщательная отделка.
- Предназначение: например, промышленные компоненты могут выиграть от более высокой текстуры VDI, в то время как для бытовой электроники достаточно глянцевого SPI A-класса.
- Время и стоимость: чем больше требуется полировки при SPI-отделке, тем больше затраты и время по сравнению с VDI-отделкой.
- Материал и конструкция пресс-формы: Например, сталь дает лучшую отделку, чем алюминий, а на качество поверхности может повлиять выбор пластика для литья под давлением. К другим важным аспектам относятся наличие добавок и температура плавления.
- Параметры обработки уменьшают недостатки и повышают визуальную привлекательность продукта, поэтому важно найти правильный баланс между этими факторами.
Угол наклона -это величина конусности формованных или литых деталей, перпендикулярная линии раздела. При проектировании литья под давлением обычно требуются углы вытяжки, но для некоторых мягких материалов, таких как нейлон, они являются исключительными. Каждый процесс проектирования должен учитывать черновики с самого начала, поскольку это неотъемлемая часть проектирования для производства.
Почему важен угол наклона?
- Минимизирует износ и возможность повреждения пресс-формы, уменьшая трение, вызывающее повреждение детали при выпуске.
- Сокращает время охлаждения, устраняя необходимость в необычной подготовке к выбросу.
- Гарантирует однородность готовой детали.
- Сохраняет целостность и однородность других текстур и отделок поверхности.
- Эти преимущества, если не все, обеспечивают прямое или косвенное сокращение производственных затрат.
Сравнение отделки SPI и VDI.
| SPI Отделка поверхности. | VDI Отделка поверхности. |
| Акцент на внешнем виде. | Приоритет отдается функциональности, использующей Texture. |
| Использует цифровые и буквенные шкалы (A1-D3). | Используется цифровая шкала (VDI 0-45). |
| Полировка и шлифовка для получения оптимальной поверхности. | Методы электроэрозионной обработки или текстурирования для получения определенных рисунков на поверхности. |
| Обеспечивает широкий спектр финишных покрытий, от очень гладких до довольно грубых. | Упор делается не столько на степень шероховатости, сколько на процесс получения финишного покрытия. |
| Широко используется в Соединенных Штатах | Преимущественно используется в Европе |
Преимущества и ограничения финишных покрытий SPI и VDI
Преимущества финишных покрытий SPI
- Производство предсказуемого широкого ассортимента деталей с точки зрения размеров, общих характеристик и качества обработки поверхности. (Это очень важно, поскольку позволяет экономить время, снижает количество отказов и обеспечивает исключительную ценность для клиентов).
- Идеально подходит для работ, требующих глянцевой/блестящей поверхности
- Отлично подходит для визуально привлекательных продуктов.
Ограничения, связанные с поверхностной отделкой SPI
- Может быть дорогостоящим - достижение высокого уровня чистоты поверхности требует значительного количества времени, усилий и инструментов.
- Подвержены износу и царапинам Высокоглянцевые поверхности подвержены заметному износу и царапинам по сравнению с текстурированными покрытиями.
Преимущества отделки поверхностей VDI
- Улучшенная функциональность для сцепления и адгезии краски, предотвращающая и минимизирующая сколы и отслоения.
- Способность скрывать мелкие дефекты - небольшие несоответствия и недостатки, которые могут возникнуть в процессе производства, легко скрываются текстурированными поверхностями.
- Экономическая эффективность Финишная обработка по технологии VDI требует меньше инструментов и обработки, что приводит к снижению себестоимости продукции.
Ограничения, связанные с поверхностными покрытиями VDI
- Менее изысканный внешний вид по сравнению с покрытиями SPI Покрытия VDI менее отражающие и полированные, кажутся более текстурированными и матовыми.
- Ограниченное разнообразие вариантов текстур по сравнению с отделкой SPI.


















