

金型の品質は、ワークの品質や生産効率に直接影響することが多い。金型加工のワークフローでは、形状加工ステップの後に、平滑加工と鏡面加工があり、これらを総称して部品の表面研削と研磨と呼ぶ。研磨の良し悪しは金型の品質と寿命に影響し、ひいては製品の品質を左右する。
琢磨の原理とプロセスを理解し、適切な琢磨方法と製品を選択することで、金型の品質と寿命を向上させ、製品の品質と加工効率を高めることができます。


一般的な金型研磨方法
1.物理的研磨

金型の物理的研磨は、一般的にオイルストーン、ウールホイール、サンドペーパーなどの工具を使用して、材料表面の塑性変形を誘発し、突起を除去して滑らかな仕上げを実現します。この工程は一般的に手作業で行われます。高品質が要求される表面には、超精研磨を使用することができます。超精密琢磨では、砥粒を含むスラリーの中に特殊な琢磨工具を入れ、これをワークの表面に押し付けて高速で回転させます。この方法では、表面粗さRa0.008μmを達成することができます。
金型の物理的研磨は現在、金型メーカーの間で最も広く使われている研磨方法です。
1).金型研磨の一般的な工具と仕様
- 金型研磨によく使われる道具には、サンドペーパー、オイルストーン、ウールフェルトホイール、研磨ペースト、合金ヤスリ、ダイヤモンド研磨針、竹片、繊維オイルストーン、回転研磨機などがある。
- サンドペーパー150#、180#、320#、400#、600#、800#、1000#、1200#、1500#
- オイルストーン120#、220#、400#、600#
- 羊毛フェルト製ホイール:円筒形、円錐形、先端が尖った長方形
- 研磨ペースト:1#(白)、3#(黄)、6#(オレンジ)、9#(緑)、15#(青)、25#(茶)、35#(赤)、60#(紫)
- ファイル正方形、円形、平らな、三角形、および他の形
- ダイヤモンド研磨針:一般に3/32または1/8シャンクで、丸い波型、円筒型、長い直円筒型、長い円錐型がある。
- 竹の小片:オペレーターや金型形状に適した様々な形状で、研削時にサンドペーパーを押し付け、目的の表面粗さを得るために使用する。
- ファイバーオイルストーン:200#(黒)、400#(青)、600#(白)、800#(赤)
2).研磨工程
01.荒磨き
微粉砕のような工程の後、 イーディーエムそして 研磨その後、回転研磨機で35,000~40,000 r/minの速度で表面を研磨します。その後、ケロシンを潤滑剤または冷却剤として使用し、手動のオイルストーン研磨を行います。使用順序は、180#→240#→320#→400#→600#→800#→1000#です。
02.半仕上げ研磨
半仕上げ研磨では、主にサンドペーパーと灯油を使用します。サンドペーパーの使用順序は、400#→600#→800#→1000#→1200#→1500#です。なお、#1500のサンドペーパーは焼入れ鋼(52HRC以上)にのみ適しており、プリハードン鋼には使用できません。
03.ファイン・ポリッシング
精密研磨は主にダイヤモンド研磨ペーストを使用します。ダイヤモンド砥粒やペーストを混ぜた研磨布砥石を使用する場合は、9μm(1800#)→6μm(3000#)→3μm(8000#)という研磨順序が一般的です。9μmのダイヤモンド研磨ペーストと研磨布ホイールは、1200#と1500#のサンドペーパーで残ったヘアラインスクラッチを除去することができます。その後、フェルトとダイヤモンド研磨ペーストの順番で研磨を続けます:1μm(14000#)→1/2μm(60000#)→1/4μm(100000#)。
04.研磨環境
琢磨工程は、粗研磨と精密琢磨の2つに分けて行う必要があります。前工程の砥粒を除去するため、各工程の間にワークを十分に洗浄することが重要です。サンドペーパー1200#までのオイルストーンによる粗研磨が終了したら、ワークを無塵室に移して研磨を行い、金型表面に塵埃が付着しないようにする。μm以上(1μmを含む)の精度が要求される研磨工程は、クリーンな研磨室で仕上げてください。ホコリ、煙、フケ、唾液などが高精度の研磨面をダメにしてしまうので、さらに精密な研磨を行うためには、絶対にクリーンな環境が必要です。
研磨が終わったら、ワークの表面をほこりから保護しなければならない。研磨が止まったら、研磨剤と潤滑剤を注意深く除去して表面をきれいにし、金型防錆コーティングをワーク表面に吹き付ける。
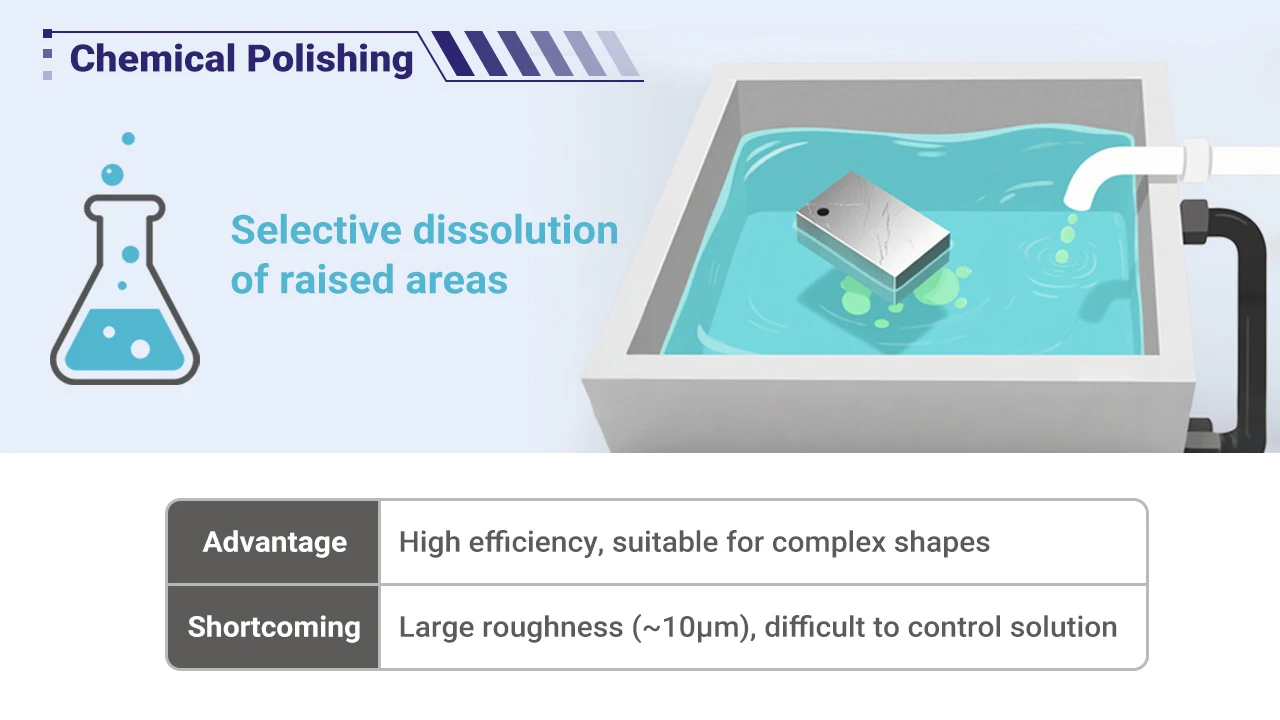
2.化学研磨
化学研磨は、材料を化学媒体に浸し、表面の微細な突起を凹部より優先的に溶解させ、平滑な表面を得る方法である。この方法の主な利点は、複雑な装置を必要としないこと、複雑な形状のワークを研磨できること、多数のワークを同時に研磨でき、効率が高いことである。化学研磨の核となる課題は、研磨液の調製にある。化学研磨で得られる表面粗さは、一般に数十マイクロメートルの範囲である。
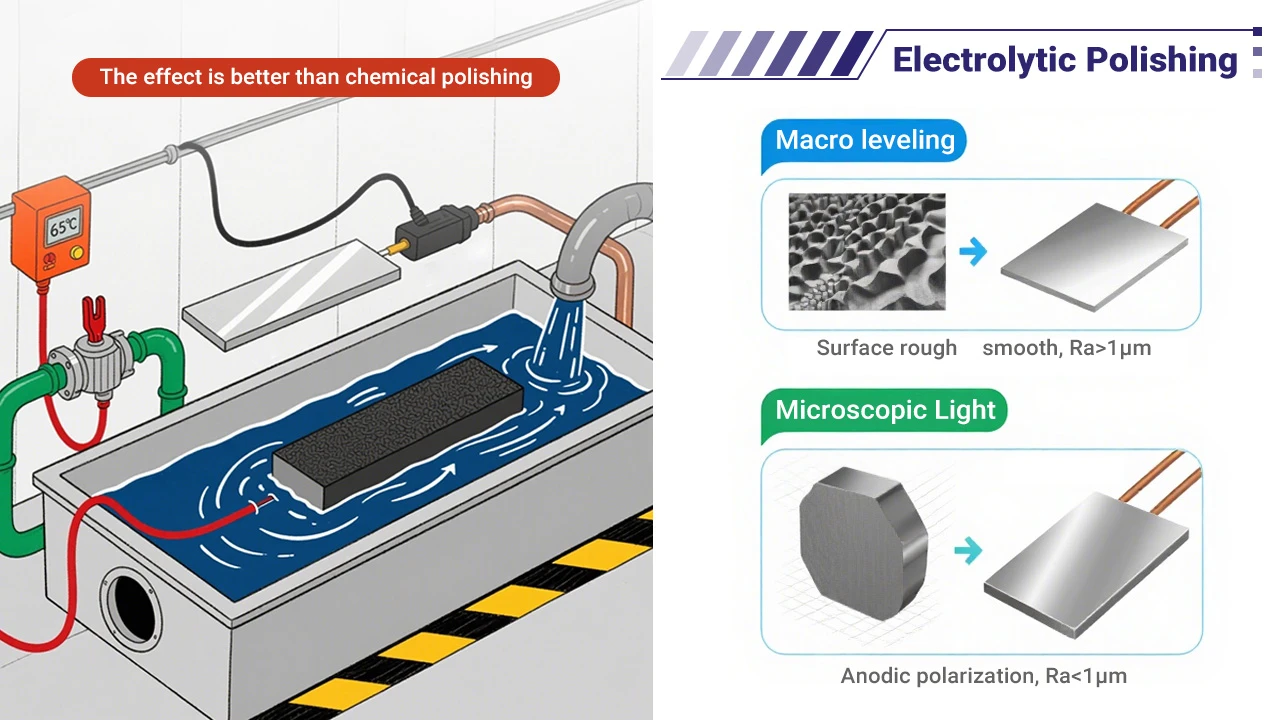
3.電解研磨
電解研磨の基本原理は化学研磨と似ており、素材表面の微細な突起が選択的に溶解することで、平滑な表面が得られます。化学研磨に比べ、カソード反応の影響を排除できるため、より良い結果が得られます。電解研磨には2つの工程があります:
- 巨視的なレベリング: 溶解生成物は電解液中に拡散し、材料表面の幾何学的粗さRa > 1μmを減少させる。
- マイクロレベリング: アノード分極は表面の輝度を高め、Ra < 1μmとなる。
4.超音波研磨
超音波琢磨では、被加工物を研磨剤懸濁液の中に入れ、超音波の場を与えます。超音波振動により研磨剤がワーク表面を研磨する。超音波加工は巨視的な力を最小限に抑えることができるため、ワークの変形を防ぐことができますが、工具とセットアップが難しい場合があります。超音波加工は、化学的または電気化学的手法と組み合わせることができる。超音波振動を加えて溶液を攪拌することで、ワーク表面の溶解生成物が除去され、表面付近の均一な腐食または電解が保証される。また、液中での超音波のキャビテーション効果により、腐食プロセスが抑制され、表面の光沢化に寄与します。

5.液体研磨
流体琢磨は、高速で流動する液体を運ぶ砥粒を使用して、工作物の表面を琢磨する。一般的な方法には、アブレイシブ・ジェット加工、液体ジェット加工、流体研磨がある。流体力学的研磨では、砥粒を含む液体がワーク表面上を高速で往復する。媒体は通常、炭化ケイ素粉末などの砥粒と混合された特殊化合物(ポリマー状物質)から成る。
研磨の種類による注意事項
1.金型のサンドペーパー研磨とオイルストーン研磨の注意点
- 高硬度の金型表面には、清潔で柔らかいオイルストーン研削工具のみを使用する。
- 研削中にサンドペーパーの砥粒レベルを変えるときは、粗い砥粒を次の細かい研削段階に持ち込まないように、ワークと作業者の手の両方をきれいにする必要があります。
- 各研削工程では、前の砥粒の傷がなくなるまで、45°の角度を変えてサンドペーパーを使用する。前の砥粒の傷を取り除いた後、25%だけ研磨時間を延長してから、次の細かい砥粒に切り替えてください。
- 研削方向を変えることで、加工物に波状面や凹凸ができるのを防ぐことができる。
2.ダイヤモンド研磨の注意事項
ダイヤモンド琢磨は、特にプリハードン鋼を琢磨する場合やファイン琢磨ペーストを使用する場合は、できるだけ軽い圧力で行わなければなりません。8000#研磨ペーストを使用する場合、通常の荷重は100~200g/cm²ですが、この荷重を正確に維持するのは困難です。これを容易にするために、木製の帯に細く細い柄を作るか、竹の帯の一部を切って柔軟性を持たせることができる。これは研磨圧力をコントロールするのに役立ち、金型の面圧が高くなりすぎないようにします。ダイヤモンド研磨を使用する際には、作業面が清潔でなければならないだけでなく、作業者の手も非常に清潔でなければならない。

3.プラスチック金型研磨の注意点
プラスチック金型の研磨は、他の産業で必要とされる表面研磨とは全く異なります。厳密に言えば、プラスチック金型の研磨は鏡面仕上げと呼ぶべきものである。研磨だけでなく、表面の平坦度、平滑度、幾何学的精度にも高い水準が要求される。
鏡面研磨の基準は4段階に分かれている:
- A0 = Ra0.008μm
- A1 = Ra0.016μm
- A3 = Ra0.032μm
- A4 = Ra0.063μm
電解研磨や流体研磨のような方法は、部品の幾何学的精度を正確に制御するのに苦労し、化学研磨、超音波研磨、および磁気研削研磨によって達成される表面品質は要件を満たしていない。そのため、精密金型の鏡面仕上げの主な方法は依然として機械研磨である。

4.研磨中の注意事項:

1).新しい金型キャビティの加工を始めるときは、まずワークの表面を確認し、オイルストーンの表面が汚れて切削機能を失わないように灯油で洗浄する。
2).粗いテクスチャーを研磨する場合は、難しい部分から簡単な部分へと進み、特に届きにくいコーナーや深い部分を最初に、次に側面や大きな平面を重点的に研磨する。
3).複数のパーツを一緒に研磨する必要がある場合は、まず個々のパーツの粗いテクスチャーや放電加工痕を研磨し、次にすべてのパーツを組み立てて滑らかに仕上げる。
4).大きな平面や側面の場合は、オイルストーンで粗いテクスチャーを除去した後、平らな鋼板を使って光の透過テストを行い、凹凸やネガドラフト不良がないかをチェックする。ネガドラフトは、脱型を困難にしたり、部品に傷をつける原因となる。
5).マイナス面の削り出しを防いだり、一部の合わせ面を保護したりするには、エッジにノコギリの刃やサンドペーパーを貼って保護すると理想的な仕上がりになる。
6).金型の平らな面を研磨するときは、オイルストーンのハンドルを前後に動かし、できるだけ平らな状態を保つ。
7).ワークの表面を研磨するためにサンドペーパーを押すために銅や竹の部分を使用する場合は、意図しない部分を研磨しないように、サンドペーパーのサイズが工具の面積を超えないようにしてください。
8).砥石ヘッドが粗く波打った表面を残すので、パーティング面の修復に研削盤を使用するのは避けてください。必要に応じて、砥石ヘッドを同心バランスに調整する必要がある。
9).研削工具の形状は、研削中にワークが変形しないように、金型の表面形状に密着させる。
研磨でよくある問題を解決する方法

1.過剰研磨
日常研磨で遭遇する最大の問題は「過剰研磨」であり、研磨時間が長ければ長いほど金型の表面品質は悪化する。過研磨は、"オレンジピール "と "ピッティング "という2つの現象で現れます。過研磨は機械研磨の際によく起こります。
2.ワークの「オレンジピール」の原因
表面が不規則に粗くなることを "オレンジピール "と呼ぶ。オレンジピールには多くの原因がありますが、最も一般的なのは金型表面の過熱または過度の浸炭です。過度の研磨圧力と長時間の研磨がオレンジピールの主な原因です。例えば、研磨ホイールはオレンジピールの原因となりやすい熱を発生させます。硬い鋼材はより大きな研磨圧力に耐えることができますが、比較的柔らかい鋼材は過研磨になりがちです。研究によると、過研磨の時間は鋼の硬度によって異なります。
3.ワークの「オレンジピール」をなくすための対策
表面品質が悪いと、多くの人は研磨圧力を上げ、研磨時間を長くするが、これは表面品質を悪化させることが多い。
改善には以下の方法がある:
- 前回使用した研磨剤よりも少し粗い研磨剤で欠陥面を除去し、前回よりも軽い圧力で再研磨する。
- 焼き戻し温度より25℃低い温度でストレス・リリーフを行う。研磨の前に、望ましい効果が得られるまで、研磨用の最も細かい砥粒を使用し、その後、より軽い圧力で研磨する。
4.ワーク表面の「孔食」の原因
鋼中の非金属不純物、通常は硬くて脆い酸化物は、研磨中に鋼表面から引き抜かれ、マイクロピットや孔食を形成する。孔食を引き起こす主な要因は以下の通りです:
1) 過度の研磨圧力と長時間の研磨。
2) 鋼の純度が不十分で、硬い不純物を多く含む。
3) 金型表面の錆。
4) 黒い皮が取り除かれていない。
5.ワークの孔食をなくすための対策
- 前回使用した砥粒よりもやや粗めの砥粒で、表面を慎重に再研磨する。研磨工程に進む前の最終研磨工程では、柔らかく鋭利なオイル・ストーンを使用してください。
- 砥粒のサイズが1mm未満の場合は、最も柔らかい研磨工具の使用は避けてください。
- できるだけ短い研磨時間と軽い研磨圧力を使用してください。
結論
金型製造においてキャビティの研磨は非常に重要な工程です。金型の品質と寿命に影響し、最終製品の品質を左右します。研磨の原理と工程を理解し、適切な研磨方法を選択することで、金型の品質と寿命を向上させ、製品の品質を高めることができます。














