

Dominar los acabados superficiales del moldeo por inyección es muy imperativo porque afecta a la sensación táctil y a la calidad visual del producto acabado. Moldeo por inyección se refiere al proceso de fabricación que consiste en verter componentes plásticos fundidos en un molde, enfriarlos y solidificarlos para producir objetos moldeados. Se utiliza principalmente en la producción en serie de artículos idénticos. El método es eficaz y fiable en la producción de piezas que tienen formas y tamaños complicados. Se utiliza mucho en las industrias de transformación de plásticos.

Además, es un proceso muy versátil, ya que admite una gran variedad de materiales y acabados, lo que lo hace muy adecuado para la mayoría de las industrias con objetivos y requisitos completamente diferentes. Esta forma del proceso de fabricación se remonta a los años 19th siglo XX, pero sigue siendo la forma más adecuada de producir piezas complejas a la vez que económicas.
Los acabados superficiales del moldeo por inyección describen un determinado nivel de texturas, rugosidades o patrones que se aplican a la superficie de un molde. Estos incluyen varios patrones de diseño además de la rugosidad de la superficie. A diferencia de otros procedimientos de mecanizado, el acabado de una superficie de moldeo por inyección de plástico se obtiene en el proceso de moldeo por inyección y no como un paso posterior una vez fabricado el molde.
El SPI, acrónimo de la Sociedad de la Industria del Plástico, se centra en la textura de un artículo de plástico fabricado mediante moldeo por inyección, caracterizada por el acabado superficial SPI. Es un sistema ampliamente reconocido que se utiliza para determinar la calidad estética de las superficies de plástico.
VDI significa Verein Deutscher Ingenieure (Sociedad de Ingenieros Alemanes). El acabado superficial VDI es una norma particular para la textura superficial que se utiliza principalmente en la construcción de moldes. El enfoque principal de la norma VDI es la rugosidad superficial "ROUGH" mientras que el acabado SPI utilizado generalmente para pulido de moldes preste atención a la "LISURA". A pesar de estar diseñadas para tratamientos de superficie distintos, dan algunos acabados similares debido a las diferencias de grado.

Comprender las normas de acabado de superficies de moldeo por inyección
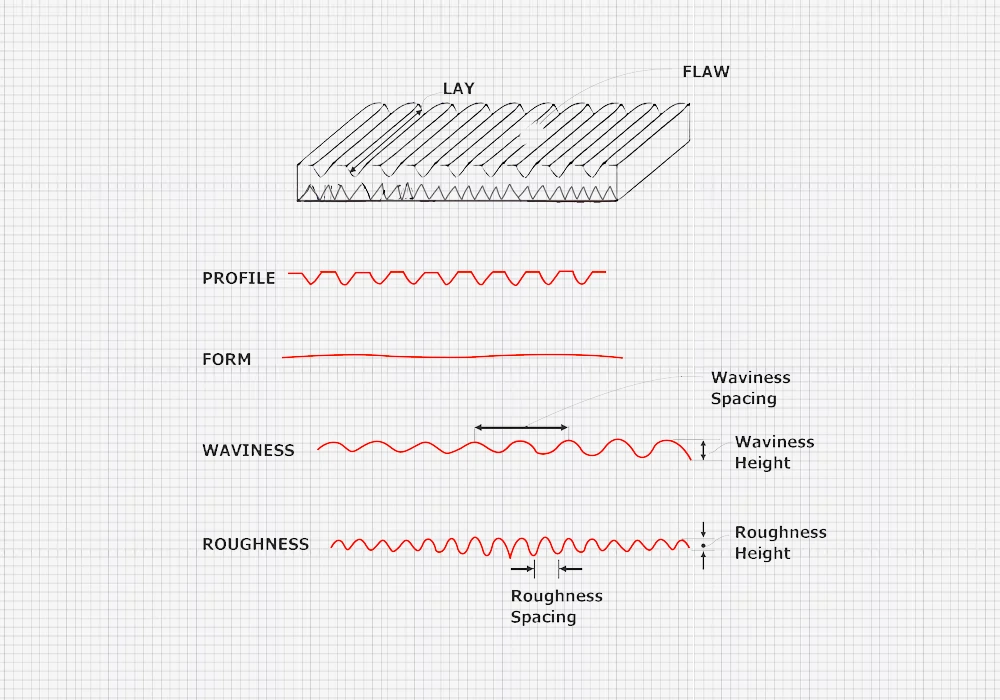
Como componente clave en el proceso de ingeniería y fabricación, los acabados superficiales del moldeo por inyección tienen un impacto significativo tanto en la apariencia como en la funcionalidad. El rendimiento, la experiencia del usuario, la robustez y la calidad de un producto pueden mejorarse mediante el acabado superficial. El acabado superficial puede caracterizarse de tres formas distintas: rugosidad, disposición y ondulación.
Rugosidad de la superficie: las pequeñas irregularidades que se encuentran en la geometría de la superficie y que hacen que ésta parezca abrasiva y granulada. Pueden ser tan diminutas que la superficie parezca un espejo o más grandes y organizadas como la arena. La rugosidad afecta a las texturas y al aspecto del producto acabado.
Lay define los elementos de mecanizado que se producen a partir de la dirección en la que se desplaza la herramienta o la máquina para crear una superficie. Puede ser perpendicular, paralela, transversal, radial, multidireccional, paralela o isótropa y suele crearse en el transcurso de la producción.
Ondulación es una palabra utilizada para describir la diferencia macroscópica más significativa de una superficie que corresponde a su planitud. Estas imperfecciones son mayores que la longitud de rugosidad, pero son pequeñas, regulares y lo suficientemente cortas como para considerarlas defectos de planitud. Se producen como resultado de errores de mecanizado por desviación o vibración, así como por envoltura por calentamiento y enfriamiento.
La existencia de normas internacionales para caracterizar y evaluar la calidad del acabado superficial facilita una comunicación clara y coherente entre industrias. Las normas elaboradas por organizaciones de prestigio como la American Society for Testing and Materials (ASTM), la Organización Internacional de Normalización (ISO), y el Instituto Alemán de Normalización (DIN) ayudan a establecer un entendimiento común del acabado superficial de los productos entre productores, consumidores y posibles inspectores. El cumplimiento de las normas pertinentes es importante para establecer el acabado superficial adecuado de los productos de plástico que usted necesita.
La importancia del acabado superficial en el moldeo por inyección.
El acabado de la superficie desempeña un papel importante a la hora de determinar la durabilidad, el rendimiento y el aspecto general del producto. Para que todos los productos nuevos cumplan tanto las normas prácticas como las estéticas, un acabado superficial definido es un requisito previo. El acabado de la superficie, que a veces se pasa por alto como un detalle irrelevante, desempeña un papel integral en el éxito general de un producto cuando se hace correctamente. Por el contrario, un mal acabado puede dañar el valor de un producto y provocar el descontento de los consumidores y una posible reducción de la cuota de mercado.
La mayoría de los moldes de inyección se forman a partir de acero y aluminio utilizando equipos de electroerosión y CNC. Las marcas de las herramientas y las irregularidades de la superficie dejadas por las fresas empleadas pueden pasar de la cavidad del molde al artículo fabricado. Para eliminar estos defectos superficiales, se lijan y pulen las dos partes del molde. Aunque se emplean muchas técnicas de acabado, el pulido de moldes SPI es el estándar de la industria. Los acabados pulidos estándar se presentan en nueve formas distintas, y cada tipo suele ser aplicado a mano por expertos altamente cualificados. Mejorar el acabado de la cavidad ayuda a satisfacer los requisitos específicos de la aplicación al tiempo que mejora el acabado de la pieza.
Razones por las que es importante el acabado superficial
El acabado de la superficie es muy importante por las siguientes razones:
- Resistencia al desgaste y durabilidad: los tratamientos superficiales hacen que el producto tolere entornos adversos, resista el desgaste y dure más.
- Adherencia de revestimientos: La rugosidad de la superficie puede afectar a la eficacia con la que la pintura o los revestimientos se adhieren al objeto sobre el que los aplica.
- Reducción de la fricción y de la generación de calor: el tratamiento de la superficie ayuda a reducir la fricción, lo que minimiza la producción de calor, aumentando así su eficacia.
- Control de la reflexión y la dispersión de la luz: especialmente en los productos utilizados en aplicaciones ópticas, el acabado de las superficies tiene un impacto significativo en cómo se dispersa y desvía la luz.
- Mejora la conductividad y añade conducciones eléctricas superficiales.
- Reducción del ruido: Un acabado de superficie más liso es más silencioso que los rugosos, que emiten más vibraciones y ruidos más fuertes.
- Atractivo estético: una superficie bien acabada tiene un gran impacto en la sensación que le produce un producto.
- Rendimiento funcional: la suavidad de la superficie es fundamental para un sellado eficaz, que es esencial para la contención y la gestión de fluidos como en aplicaciones en productos como juntas y juntas tóricas.

Guía completa de los acabados superficiales del moldeo por inyección: SPI y VDI
La mayoría de las piezas moldeadas mediante el proceso de moldeo por inyección tienen acabados superficiales. Por lo tanto, es posible que no requieran ningún tipo de tratamiento posterior. Sin embargo, esto puede cambiar debido a diversas razones como preferencias o requisitos. Por este motivo, se consideran algunas opciones de acabado superficial para satisfacer las necesidades de la producción. La consideración temprana del acabado superficial es crucial porque influye en la selección de materiales, el ángulo de desmoldeo y el coste de producción. Esta guía ofrece una visión general de los acabados superficiales SPI y VDI.
Acabado superficial SPI: Calidades, aplicaciones y consideraciones
El acabado superficial SPI (Sociedad de la Industria del Plástico) determina la calidad estética de los plásticos en todo el mundo. Consta de 12 grados de acabados que van del brillante al mate en 4 categorías A, B, C y D. Existe un promedio de rugosidad superficial (RA) y un procedimiento de acabado para cada norma alfanumérica de acabado superficial SPI.
El granallado en seco, el papel de lija, el abrasivo de piedra y ciertos tipos de abrasivo de diamante se utilizan en las técnicas de acabado. Bajo una gama de valores, el RA se expresa en micrómetros (µm). Los moldes de inyección que no requieren uno de estos tratamientos superficiales pueden tener un acabado tal y como se mecanizan con una rugosidad superficial típica de 3,20 RA y las marcas de mecanizado previstas por la norma SPI.
Los requisitos para determinados grados difieren y la cantidad de desviación de la perfección permitida también varía. Por ejemplo, un número más bajo permite menos desviación y un número más alto permite más. Según la PIA (Asociación de la Industria del Plástico), las cuatro clasificaciones principales del grado de superficie van de A1 (gruesa) a D3 (textura rugosa). La categorización en otros tres niveles es lo que equivale a 12 tipos de tratamiento de acabado superficial SPI.
Brillante Clase A
Representan superficies pulidas de alto bruto que es lo más preferido para objetos que necesitan parecer lisos o como un espejo son piezas visualmente agradables y son las más caras. Dejan los artículos de plástico con un acabado de alto brillo o transparente; los acabados transparentes se utilizan en los grados de plástico transparente mientras que el acabado brillante es para los grados opacos de plástico. Para los tres niveles A de SPI, se necesita una pasta pulidora diamantada y una herramienta rotativa para pulir a fondo el molde. Se utilizan en piezas ópticas como; viseras, espejos y lentes, y envases transparentes.
| Estándar SPI | Descripción | Método de acabado | Rugosidad superficial Ra (μm) |
|---|---|---|---|
| A-1 | Alto brillo / Ópticamente transparente | Grado #3, pulidor diamantado de grano 6000 | 0,012 a 0,025 |
| A-2 | Alto brillo / Transparente | Grado #6, pulidor diamantado de grano 3000 | 0,025 a 0,05 |
| A-3 | Alto brillo / Transparente | Grado #15, 1200 Grit Diamond Buff | 0,05 a 0,10 |
Semibrillante Clase B
Superficies cepilladas para texturas finas y semibrillantes que las hacen perfectas para un buen aspecto visual y para borrar las marcas de herramientas de los moldes. Estos acabados SPI son pulidos de nivel medio. El acabado de superficies implica lijar las superficies de un lado a otro y se consigue con herramientas de lima de distintos tamaños. Este movimiento de lijado hace más visibles las líneas en comparación con los acabados SPI de nivel A. Suele aparecer en secciones de los productos que no son especialmente significativas o estéticamente agradables, como los paneles de los electrodomésticos.
| Estándar SPI | Descripción | Método de acabado | Rugosidad superficial Ra (μm) |
|---|---|---|---|
| B-1 | Semibrillante - Fino | Papel de grano 600 | 0,05 a 0,10 |
| B-2 | Semibrillante - Medio | Papel de grano 400 | 0,10 a 0,15 |
| B-3 | Semibrillante - Grueso | Papel de grano 320 | 0,28 a 0,32 |
Mate Clase C
Similar a la clase B pero más gruesa, se utiliza para productos que requieren un nivel medio de rugosidad para ocultar los defectos del producto y mejorar el agarre. Para cada acabado SPI de nivel C se utiliza una herramienta de piedra de lija de grano determinado. Son los acabados superficiales más económicos y populares. Ideales para electrónica de consumo, artículos domésticos y interiores de automóviles.
| Estándar SPI | Descripción | Método de acabado | Rugosidad superficial Ra (μm) |
|---|---|---|---|
| C-1 | Acabado mate - Fino | Piedra de grano 600 | 0,35 a 0,40 |
| C-2 | Acabado mate - Medio | Piedra de grano 400 | 0,45 a 0,55 |
| C-3 | Acabado mate - Grueso | Piedra de grano 320 | 0,63 a 0,70 |
Clase D con textura
Las superficies más rugosas suelen ser superficies con textura de arena para los productos que necesitan tener cierto impacto visual y sensación táctil. Se utiliza polvo de piedra fino para alisar estos acabados rugosos antes de chorrearlos en seco de forma aleatoria con perlas de vidrio u óxido de aluminio, lo que produce un acabado superficial liso y no direccional. Estos tratamientos superficiales texturizados se aplican a componentes industriales termoestables y son apropiados para artículos como asas de productos de consumo que tienen un acabado texturizado satinado o mate que mejora el agarre. Con este fin, se utiliza mucho en productos de consumo, piezas industriales y componentes de automoción.
| Estándar SPI | Descripción | Método de acabado | Rugosidad superficial Ra (μm) |
|---|---|---|---|
| D-1 | Textura ligera | Cuenta de vidrio de chorro seco #11 | 0,80 a 1,00 |
| D-2 | Textura media | Chorro seco #240 Óxido | 1,00 a 2,80 |
| D-3 | Textura pesada | Chorro seco #24 Óxido | 3,20 a 18,0 |
SPI pone más énfasis en el nivel de pulido que en los diseños de los moldes. El resultado de los acabados de los moldes SPI varía en función del tipo de material utilizado en los componentes moldeados por inyección. Esto influye significativamente en el grado de SPI alcanzable. El diseño de piezas que incluye esquinas afiladas, geometrías complejas y socava ayuda a los fabricantes a elegir los tratamientos superficiales adecuados en función de las necesidades de los productos. Los parámetros que intervienen en el proceso de moldeo, como la velocidad de enfriamiento, la temperatura y la presión de inyección, influyen en la suavidad de una superficie.
VDI Acabado superficial del moldeo por inyección Textura, ventajas y aplicaciones.
VDI 3400 o Referencia VDI 3400 la norma establecida por( Verein Deutscher Ingenieure), la Sociedad de Ingenieros Alemanes. La norma contiene 45 gradaciones de textura. Inicialmente, el mecanizado por electroerosión (EDM) se utiliza para tratar las 3400 texturas destinadas a crear moldes de plástico. Por ello, a veces se denomina texturas EDM. Las modificaciones del ajuste eléctrico dieron lugar a la rugosidad del proceso de EDM. Dada la extensión de las zonas de texturado, la calidad de la superficie de la textura en este caso no podía ser tan uniforme o áspera como cabría esperar. Últimamente, los fabricantes de moldes utilizan el grabado químico para conseguir texturas VDI 3400 tras el pulido del molde, con el fin de obtener superficies de textura uniforme. Sin embargo, también podrían emplearse métodos tradicionales de texturizado como el grano, la piedra y el papel de lija para conseguirlo.
Los 45 grados del #0 al #45 están cubiertos por toda la norma VDI 3400
| VDI 3400 | RA/ΜM | RA/ΜIN | N3-N10 | ISO1302/RT ΜM | RMS |
|---|---|---|---|---|---|
| 0 | 0.10 | 4.00 | N3 | 4.90 | |
| 1 | 0.112 | 4.48 | 5.50 | ||
| 2 | 0.126 | 5.04 | 5.90 | ||
| 3 | 0.14 | 5.60 | 6.90 | ||
| 4 | 0.16 | 6.40 | 7.90 | ||
| 5 | 0.18 | 7.20 | N4 | 8.90 | |
| 6 | 0.20 | 8.00 | 9.90 | ||
| 7 | 0.22 | 8.80 | 10.80 | ||
| 8 | 0.25 | 10.00 | 12.30 | ||
| 9 | 0.29 | 11.20 | 13.80 | ||
| 10 | 0.32 | 12.80 | 15.80 | ||
| 11 | 0.35 | 14.00 | N5 | 17.20 | |
| 12 | 0.40 | 16.00 | 1.6 | 19.50 | |
| 13 | 0.45 | 18.00 | 22.00 | ||
| 14 | 0.50 | 20.00 | 24.50 | ||
| 15 | 0.56 | 22.40 | 3.2 | 27.00 | |
| 16 | 0.63 | 25.20 | 31.30 | ||
| 17 | 0.70 | 28.00 | 35.20 | ||
| 18 | 0.80 | 32.00 | N6 | 5.0 | 39.00 |
| 19 | 0.90 | 36.00 | 44.40 | ||
| 20 | 1.00 | 40.00 | 49.30 | ||
| 21 | 1.12 | 44.80 | 54.60 | ||
| 22 | 1.26 | 50.40 | 62.40 | ||
| 23 | 1.40 | 56.00 | 70.30 | ||
| 24 | 1.60 | 64.00 | 12 | 78.00 | |
| 25 | 1.80 | 72.00 | N7 | 88.20 | |
| 26 | 2.00 | 80.00 | 98.90 | ||
| 27 | 2.20 | 88.00 | 16 | 109.20 | |
| 28 | 2.50 | 100.00 | 123.90 | ||
| 29 | 2.80 | 112.00 | 138.50 | ||
| 30 | 3.20 | 128.00 | N8 | 20 | 153.70 |
| 31 | 3.50 | 140.00 | 175.50 | ||
| 32 | 4.00 | 160.00 | 197.50 | ||
| 33 | 4.50 | 180.00 | 25 | 218.80 | |
| 34 | 5.00 | 200.00 | 248.60 | ||
| 35 | 5.60 | 224.00 | 277.90 | ||
| 36 | 6.30 | 252.00 | N9 | 37 | 306.20 |
| 37 | 7.00 | 280.00 | |||
| 38 | 8.00 | 320.00 | |||
| 39 | 9.00 | 360.00 | 46 | ||
| 40 | 10.00 | 400.00 | |||
| 41 | 11.20 | 448.00 | |||
| 42 | 12.60 | 504.00 | N10 | 60 | |
| 43 | 14.00 | 560.00 | |||
| 44 | 16.00 | 640.00 | |||
| 45 | 18.00 | 720.00 | 85 |
Significativamente, el VDI 3400 es un método más económico y eficaz para componentes enormes y regiones de textura expansiva, como aspiradoras, calculadoras y otros artículos similares.

Conseguir un acabado superficial óptimo: Una inmersión profunda en SPI y VDI
El acabado superficial de una pieza moldeada por inyección es un factor crítico. Influye en la funcionalidad, el atractivo y la calidad general del producto. Es importante comprender la función del acabado antes de iniciar la búsqueda de posibles acabados superficiales. Es aconsejable averiguar el tipo de molde necesario para el volumen de producción y el material del que estará compuesto el molde. Esto debe hacerse antes de seleccionar el acabado de superficie preferido. Las normas SPI y VDI ofrecen recomendaciones para conseguir acabados superficiales fiables y, lo que es más importante, consistentes.
- Requisitos de acabado del producto: determinar el acabado superficial preciso de su producto. La escala VDI ofrece mejores posibilidades si se desea un nivel de rugosidad, mientras que la SPI puede ser más útil si es esencial un mayor acabado.
- Uso previsto: Por ejemplo, los componentes industriales pueden beneficiarse de una mayor textura de números VDI, mientras que si su electrónica de consumo de alto brillo SPI de clase A.
- Tiempo y coste: En los acabados SPI, cuanto más pulido es necesario, más costoso es y más tiempo requiere en comparación con los acabados superficiales VDI.
- Material y diseño del molde: Por ejemplo, el acero produce mejores acabados que el aluminio, y la calidad de la superficie puede verse afectada por la selección del plástico de moldeo por inyección. Otras consideraciones importantes son la presencia de aditivos y la temperatura de fusión.
Los parámetros de tratamiento reducen los defectos y aumentan el atractivo visual del producto, por lo que es esencial encontrar el equilibrio correcto entre estos factores.
Ángulo de tiro es el grado de conicidad de las piezas moldeadas o fundidas perpendicular a la línea de apertura. Diseños de moldeo por inyección suelen requerir ángulos de desmoldeo, pero algunos materiales blandos, como el nailon, son excepcionales. Todo proceso de diseño debe tener en cuenta los ángulos de inclinación desde el principio, ya que forman parte integral del diseño para la fabricación.
¿Por qué es importante el ángulo de inclinación?
- Minimiza el desgaste y la posibilidad de daños en el molde, al reducir la fricción que provoca el deterioro de una pieza al soltarse.
- Minimiza el tiempo necesario para el enfriamiento al eliminar la necesidad de preparaciones de eyección inusuales.
- Garantiza una suave uniformidad en la pieza acabada.
- Preserva la integridad y consistencia de otras texturas y acabados superficiales.
- Estas ventajas, si no todas, proporcionan reducciones directas o indirectas de los costes de fabricación.
Comparación entre los acabados SPI y VDI.
| Acabados superficiales SPI | Acabados superficiales VDI |
|---|---|
| Énfasis en la apariencia. | Prioriza la funcionalidad aprovechando la textura. |
| Utiliza escalas numéricas y alfabéticas (A1-D3). | Utiliza la escala numérica (VDI 0-45). |
| Pulido y abrillantado para obtener acabados superficiales óptimos. | EDM o técnicas de texturizado para conseguir patrones de superficie específicos. |
| Ofrece un amplio espectro de acabados, desde extremadamente lisos a bastante rugosos. | Hace hincapié en el proceso de obtención del acabado mucho más que en el grado de rugosidad. |
| De uso común en Estados Unidos | Utilizado predominantemente en Europa |
Ventajas y limitaciones de los acabados superficiales SPI y VDI
Ventajas de los acabados superficiales SPI
- Producir una amplia gama predecible de piezas en términos de dimensiones, rendimiento general y acabado superficial. (Esto es crucial porque ahorra tiempo, disminuye las tasas de fallo y ofrece un valor excepcional a los clientes).
- Ideal para aplicaciones que requieren una superficie brillante/brillante
- Excelente para productos visualmente atractivos.
Limitaciones de los acabados superficiales SPI
- Puede ser caro: conseguir un alto nivel de acabado superficial requiere una cantidad considerable de tiempo, esfuerzo y utillaje.
- Susceptibles al desgaste y los arañazos-Las superficies de alto brillo están sujetas a un desgaste y arañazos perceptibles en comparación con los acabados texturizados.
Ventajas de los acabados superficiales VDI
- Funcionalidad mejorada para el agarre y la adherencia de la pintura evitando y minimizando el desconchado y la descamación.
- Capaz de ocultar pequeños defectos: las pequeñas inconsistencias e imperfecciones que puedan surgir durante el proceso de producción pueden ocultarse fácilmente gracias a las superficies texturizadas.
- Rentable-El acabado VDI requiere menos utillaje y procesamiento, lo que se traduce en un menor coste de producción.
Limitaciones de los acabados superficiales VDI
- Aspecto menos refinado en comparación con los revestimientos SPI Los acabados VDI son menos reflectantes y pulidos pareciendo más texturados y mates.
- Variedad limitada de opciones de textura disponibles en comparación con los acabados SPI.














